
ГК «Униконс»
Продвижение и реализация комплексных пищевых добавок, антисептиков и др. продукции.

«Антисептики Септоцил»
Септоцил. Бытовая химия, антисептики.

«Петритест»
Микробиологические экспресс-тесты. Первые результаты уже через 4 часа.

«АльтерСтарт»
Закваски, стартовые культуры. Изготовление любых заквасок для любых целей.
ВНИМАНИЕ: Уважаемые клиенты и дистрибьюторы!
5. МЕТОДЫ СТЕРИЛИЗАЦИИ ПОСУДЫ И ПИТАТЕЛЬНЫХ СРЕД
Основываясь на влиянии внешних условий на микроорганизмы, в микробиологической практике разработан ряд приемов, приводящих микроорганизмы к гибели. Одним из таких приемов является стерилизация.
Под стерилизацией (обеспложиванием) понимают полное уничтожение микроорганизмов и их спор в питательных средах, посуде, на инструментах и других предметах лабораторного оборудования. Для их стерильности наиболее часто пользуются воздействием высокой температуры.
5.1. СТЕРИЛИЗАЦИЯ ОБЖИГАНИЕМ НА ПЛАМЕНИ ГОРЕЛКИ
Небольшие стеклянные (палочка, шпатель) и металлические (игла, петля, пинцет, скальпель) предметы проводят несколько раз через пламя горелки. Стерилизация достигается обугливанием находящихся на их поверхности микроорганизмов. Обжиганием на пламени пользуются и для стерилизации поверхности ватных пробок.
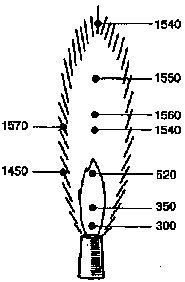
Рис. 14
Значение температуры в разных
участках пламени газовой горелки
5.2. СТЕРИЛИЗАЦИЯ КИПЯЧЕНИЕМ
Стерилизацию металлических инструментов и резиновых трубок проводят кипячением. Так как споры некоторых бактерий сохраняют жизнеспособность при кипячении в воде в течение нескольких часов, то рекомендуется стерилизацию кипячением проводить в 2%-ном растворе карбоната натрия в течение 10 мин. В этих условиях споры погибают.
5.3. СТЕРИЛИЗАЦИЯ СУХИМ ЖАРОМ
Сухим жаром стерилизуют стеклянную посуду. При этом пробирки, колбы предварительно закрывают ватными пробками. Чтобы избежать заражения простерилизованных предметов из воздуха, их перед стерилизацией заворачивают в оберточную бумагу и вынимают только перед работой.
Пипетки перед стерилизацией с концов закрывают ватой. Затем их обертывают длинными полосками бумаги шириной 3,5–4 см. Бумагу наматывают по спирали, начинная с конца пипетки, который будет погружен в среду. Концы обертки закрепляют ниткой. Тонкие пипетки обертывают бумагой вместе по несколько штук.
Чашки Петри заворачивают в бумагу в форме квадрата, сторона которого приблизительно равна трем диаметрам чашки. Чашку Петри помещают на середину листа, загибают его с двух противоположных сторон кверху так, чтобы края налегали друг на друга. Два свободных конца загибают вниз. При таком обертывании у чашек легко различать верх и низ.
Подготовленную таким образом посуду помещают в сушильный шкаф, в котором нагревают ее при температуре 160–170°С в течение 2 ч (с момента установления нужной температуры). При таком нагревании погибают не только бактерии, но и их споры.
Температуру в сушильном шкафу выше 175°С допускать не следует, так как при этом ватные пробки буреют, а бумажная обертка становится ломкой.
5.4. СТЕРИЛИЗАЦИЯ ТЕКУЧИМ ПАРОМ (ДРОБНАЯ СТЕРИЛИЗАЦИЯ), ИЛИ ТИНДАЛИЗАЦИЯ
Питательные среды, воду, резиновые трубки и другие предметы, портящиеся от действия сухого жара, и питательные среды, портящиеся под действием высокой температуры (среды, содержащие молоко, солод, желатину), обеспложивают действием текучего пара.
Стерилизацию текучим паром производят в кипятильнике Коха или в автоклаве с открытым вентилем. Воду в них доводят до кипения, и образующийся пар обтекает стерилизуемые объекты. Температура стерилизуемых питательных сред достигает 100°С. Нагревание в течение 30–45 мин приводит к гибели вегетативных клеток бактерий, но споры их не погибают. Затем жидкость охлаждают до температуры, благоприятной для прорастания спор (до 30°С). Нагревание приводит к активации спор и более быстрому их прорастанию. На следующий день нагревание повторяют. При этом погибают вегетативные клетки, развившиеся из спор. Для обеспечения полной стерильности жидкость оставляют еще на сутки и снова повторяют нагревание. Такую стерилизацию называют дробной или тиндализацией.
5.5. ПАСТЕРИЗАЦИЯ
В основе пастеризации лежит нагревание жидкостей до температуры меньше 100°С. Целью ее является уничтожение неспороносных бактерий в жидкостях, теряющих питательные свойства при кипячении (молоко, пиво, вино и др.). Осуществляется пастеризация путем нагревания жидкостей при 60°С в течение 30 мин, или при 75°С в течение 15 мин, или при 80°С в течение 10 мин.
5.6. ХОЛОДНАЯ СТЕРИЛИЗАЦИЯ
Органические жидкости, не выносящие нагревания, освобождают от бактерий, пропуская через стерильные мелкопористые фильтры. Эти фильтры задерживают микроорганизмы, их называют бактериальными фильтрами.
Бактериальные фильтры имеют разные номера. Фильтры № 1 имеют средний диаметр пор 0,3 мкм и являются наиболее надежными. Фильтры № 5 имеют самые большие отверстия пор, диаметром 1,2 мкм.
Перед употреблением мембранные фильтры стерилизуют кипячением. Фильтры помещают в теплую дистиллированную воду и кипятят 30 мин, меняя 2– 3 раза воду.
5.7. СТЕРИЛИЗАЦИЯ ПАРОМ ПОД ДАВЛЕНИЕМ (АВТОКЛАВИРОВАНИЕ)
Наиболее надежным и универсальным методом стерилизации питательных сред и материалов является стерилизация их насыщенным паром под давлением. Производят ее в автоклаве, в котором стерилизуемые объекты нагревают чистым насыщенным паром при давлении выше атмосферного. Когда насыщенный пар встречается с более холодным объектом, он конденсируется, превращаясь в воду. При конденсации выделяется большое количество теплоты, и температура стерилизуемого объекта быстро повышается.
Полная стерилизация питательных сред при 120°С и давлении 0,1 МПа обеспечивается нагреванием в течение 20 мин.
5.7.1. ПРАВИЛА РАБОТЫ С АВТОКЛАВОМ
Стерилизация в автоклаве производится при повышенном давлении, поэтому работа с ним требует определенной осторожности. Исправность автоклава в определенные сроки проверяют специалисты, которые устанавливают следующий срок проверки.
Системы автоклавов различаются, но все они имеют общие принципы устройства (рис. 15), и правила работы с ними однотипны.
Во внутренний котел автоклава (стерилизационную камеру) помещают материал, подлежащий стерилизации.
В водопаровую камеру наливают воду с таким расчетом, чтобы уровень ее в водомерной трубке был между верхней (максимальной) и нижней (минимальной) чертой.
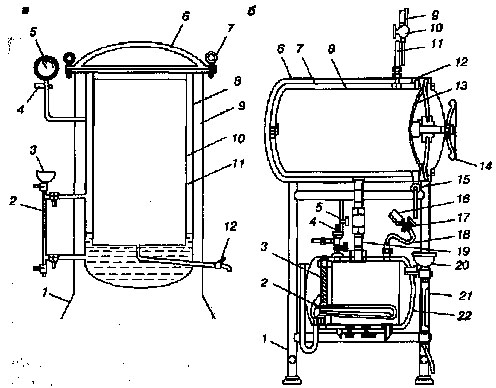
Рис. 15
Устройство автоклавов:
а – вертикальный автоклав: 1 – подставка, 2 – водомерная трубка, 3 – воронка, 4 – предохранительный клапан, 5 – манометр, 6 – крышка, 7 – винтовые зажимы, 8 – котел, 9 – кожух, 10 – камера стерилизации, 11 – водопаровая камера, 12 – паровыпускной клапан;
б – горизонтальный автоклав: 1 – постамент, 2 – нагревательный элемент. 3 – крышка котла, 4 – предохранительный клапан, 5 – вентиль, 6 – кожух, 7 – паровая камера, 8 – стерилизационная камера, 9 – манометр паровой камеры, 10 – трехходовой кран, 11 – сифонная трубка паровой камеры, 12 – опорное кольцо, 13 – крышка паровой камеры, 14 – штурвал, 15 – впускной кран,
16 – манометр котелка, 17 – трехходовой кран котелка, 18 – сифонная трубка котелка, 19 – патрубок, 20 – воронка, 21 – водоуказательная колонка, 22 – котелок.
Крышку автоклава привинчивают болтами к корпусу. Завинчивают болты попарно, крест-накрест, чтобы избежать перекоса крышки, который может возникнуть при завинчивании болтов по кругу.
Открывают краны и включают источник обогрева. Когда пар из выпускного крана начинает выходить непрерывной струей, его закрывают и наблюдают за постепенным повышением давления в рабочей камере по манометру.
Отсчет времени стерилизации начинают с того момента, когда в автоклаве установится заданное давление.
Зависимость давления и температуры в камере автоклава
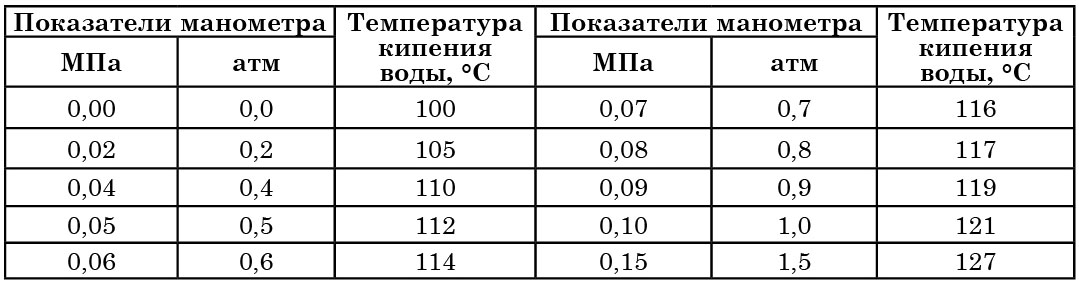
Между показаниями манометра и температурой кипения воды имеется определенная зависимость (табл. 5). Время от времени эти соотношения следует проверять. Нарушение их указывает на неисправность автоклава и на необходимость его ремонта.
Проверку осуществляют следующим образом: в стерилизационную камеру автоклава помещают 100 г бензойной кислоты с добавлением небольшого количества фуксина или метиленового синего. Если при показании манометра в 0,1 МПа бензойная кислота расплавится, образуя с красителем сплав, то, значит, автоклав дает нужную температуру (120°С).
После окончания заданного срока стерилизации источник нагрева выключают, перекрывают вентиль водопаровой камеры и только после этого постепенно открывают выпускной клапан. При быстром выпускании пара могут быть вырваны ватные пробки из стерилизуемой посуды.
После полного выхода пара отвинчивают болты крышки (снова крест-накрест) и открывают ее, ориентируя крышку на себя для защиты от выходящего пара.
Если во время стерилизации давление начинает подниматься выше заданного уровня, его регулируют, уменьшая нагрев или выпуская часть пара через предохранительный клапан. Последний должен быть отрегулирован так, чтобы при повышении давления излишек пара выходил автоматически.
Методы стерилизации
Как проводится стерилизация?
Стерилизации подлежат все инструменты многократного использования, которые контактируют с кожей и слизистыми оболочками клиента и могут их травмировать, а также изделия, непосредственно контактирующие с кровью.
Исходя из этого утверждения, стерилизационной обработке подлежат:
Кроме того, в медицинских учреждениях обработке подвергаются белье, перевязочные материалы, медицинские тапочки и перчатки, дренажные трубки, зонды и пр.
Добиться полной стерильности инструментов можно лишь путем проведения последовательной обработки, включающей дезинфекцию, предстерилизационную очистку (ПСО) и стерилизацию. Каждый из этих этапов выполняет свою функцию. Нельзя приступать сразу же к стерилизации, игнорируя предварительное проведение дезинфекции и ПСО. Такой подход лишь помешает качественному проведению обеззараживания инструментов. А это чревато заражением инфекциями, как клиентов, так и сотрудников.
Методы стерилизации
Существует несколько методов. При выборе метода необходимо учитывать материал, из которого изготовлено изделие/инструмент, количество обрабатываемых изделий, финансовые возможности учреждения и прочие факторы.
Различают такие методы стерилизации изделий и инструментов:
Каждый из методов обладает своими преимуществами и недостатками.
Особенности физических методов стерилизации
Физические методы, по сути, представляют собой обработку инструментов высокой температурой. К этой категории относят паровую, воздушную и гласперленовую стерилизацию. Проведение физической стерилизации требует использования определенного оборудования. В целом, это наиболее часто используемый метод обработки, который помогает добиться качественного обеззараживания инструментов.

Суть паровой стерилизации заключается в обработке инструментария водяным паром, подаваемым под высоким давлением. Для этого используют паровые стерилизаторы — автоклавы. Это достаточно громоздкое и дорогое оборудование, которое могут себе позволить большие учреждения, например, больницы. Температурный режим в автоклавах варьирует в пределах 110-135°С, время обработки — всего лишь 5-20 минут. Это самый эффективный и быстрый метод стерилизации.
Воздушный метод обработки это не что иное, как обработка инструментов сухим горячим воздухом. Стоит отметить, что воздушные стерилизаторы (они же сухожаровые шкафы) меньше в размере и дешевле автоклавов. Поэтому большинство салонов красоты и студий ногтевого сервиса практикуют этот вид дезинфекции. Впрочем, у воздушного метода есть и свои относительные недостатки. Так, для стерилизации сухим воздухом требуются еще большие значения температуры — 160-180°С, а время стерилизации увеличивается до 30-150 минут.
Особенность проведения гласперленовой стерилизации заключается в использовании аппарата, заполненного кварцевыми шариками. При включении аппарата шарики нагреваются до 180-240°С, благодаря чему происходит оббезараживание. Гласперленовые стерилизаторы имеют небольшие размеры, а поэтому подходят для обеззараживания только мелких инструментов. Этот метод обладает существенными недостатками. Во-первых, в аппарат невозможно погрузить большой инструмент целиком, а значит, его обработка будет неполной. Во-вторых, не существует методов контроля работы гласперленовых стерилизаторов. Учитывая эти нюансы, контролирующие органы не рекомендуют использовать этот вид стерилизации в профессиональной деятельности.
Особенности химического метода стерилизации
Химический метод — обеззараживание инструментов и изделий различными химическими средствами. Этот метод особенно ценен для обработки изделий, изготовленных из термолабильных материалов (к примеру, из стекла, пластмасс или резины). В частности его применяют для стерилизации эндоскопов. Еще одним преимуществом метода можно назвать его дешевизну. Однако химический метод стерилизации достаточно трудоемкий, что можно расценивать как недостаток.

Для проведения стерилизации используют контейнер, который наполняют раствором химического средства. В наполненную емкость полностью погружают использованные инструменты, при этом они не должны лежать плотно друг к другу. Время экспозиции зависит от используемого химического средства и может составлять от 60 до 600 минут. По завершению обработки инструменты вынимают стерильными пинцетами и промывают в стерильной воде. Обработанные изделия хранят в стерильных контейнерах не более трех дней.
Особенности газового метода
Газовый метод в РФ нельзя назвать популярным. Обработка в газовых стерилизаторах производится при температурах до 80°С и с использованием газов: оксида этилена, озона, паров раствора формальдегида. Одной из причин непопулярности газовой стерилизации можно назвать дороговизну самого стерилизационного оборудования.
Газовую стерилизацию, главным образом, проводят для обработки термолабильных изделий из резины и пластмассы, инструментов с зеркальной поверхностью, оптических эндоскопов, кардиостимуляторов. Но стоит отметить и тот факт, что обработка газом требует значительного времени экспозиции. Так, время стерилизационной выдержки при обработке парами формальдегида составляет 120-180 минут, озоном — 240-960 минут. Еще одним недостатком метода является токсичность газов.
Контроль качества стерилизации
От соблюдения методики проведения стерилизации и исправности оборудования зависит качество обеззараживания инструментов. Оценить качество проведения позволяют методы контроля.
Проведение физического метода контроля невозможно без использования приборов, фиксирующих показатели температуры, давления и времени. Например, соответствие температурного режима нормам оценивают с помощью максимальных термометров, которые помещают в стерилизатор вместе с обрабатываемыми инструментами.
Химический метод контроля базируется на использовании специально разработанных химических полосок с индикаторами. Тест-полоски укладывают в стерилизаторе в определенных точках. После проведения стерилизационной обработки осматривают тест-полоски, которые при правильном проведении стерилизации меняют цвет. Если же тест-полоски не изменили цвет — значит, инструменты остались нестерильными.
Биологический метод контроля представляет собой использование биотестов. Это флаконы, обсемененные тест-микроорганизмами, которые во время проверки размещают в стерилизаторе. Далее биотесты подвергаются бактериологическому исследованию. Если на исследуемых образцах отсутствует рост культур — это говорит в пользу эффективного проведения стерилизации.
Контроль качества — это один из основных моментов, на который обращают внимание контролирующие органы. Стоит отметить, что руководителям медицинских учреждений и салонов красоты стоит внедрить эти методы контроля в свою будничную практику. Это позволит выявить и устранить возможные ошибки при проведении стерилизации, а также гарантировать клиентам стопроцентную стерильность используемых инструментов.
ГК «Униконс»
Продвижение и реализация комплексных пищевых добавок, антисептиков и др. продукции.
«Антисептики Септоцил»
Септоцил. Бытовая химия, антисептики.
«Петритест»
Микробиологические экспресс-тесты. Первые результаты уже через 4 часа.
«АльтерСтарт»
Закваски, стартовые культуры. Изготовление любых заквасок для любых целей.
ВНИМАНИЕ: Уважаемые клиенты и дистрибьюторы!
ГЛАВА IX. ФИЗИЧЕСКИЕ ПАРАМЕТРЫ ПРОЦЕССА ТЕПЛОВОЙ СТЕРИЛИЗАЦИИ
Определим это давление расчетным путем.
Давление в таре при закатке равно атмосферному (если банка закатана не на вакуум-закаточной машине) и состоит из суммы парциального давления водяных паров (рn,) и воздуха (p/B` ):
РП` + РB` = 0,1 МПа. (124)
Вычтя из уравнения (125) уравнение (124), получим величину избыточного (сверх атмосферного) давления в банке
Уравнение (126) представляет собою сумму двух разностей (которые для наглядности заключены в скобки): упругостей водяных паров и парциальных давлений воздуха. Величины рВ« и рП`, не зависят друг от друга, а зависят только от соответствующих температур продукта при стерилизации (Т2) и закатке (Т1). Величина же рв« функционально связана с величиной рв через характеристическое уравнение для газов pv = RT. Поэтому можно выразить Pв« через рп` и подставить полученное значение в уравнение (126).
Если обозначить объем незаполненного продуктом пространства банки (т.е. объем воздуха) При закатке V1 а объем незаполненного пространства при стерилизации V2, то характеристические уравнения для воздуха, находящегося в банке, будут иметь следующий вид:
Разделив уравнение (128) на (127), получим
Подставим значение Рв« из формулы (130) в уравнение (126):
Расчет давления в жестяной таре при стерилизации

Примечание. Приведенные авторами значения давления в атмосферах пересчитаны на единицы СИ.

Рассматривая табл. 38 можно заметить, что в ней приведены экспериментальные данные по определению избыточного давления в литровой (приблизительно) жестяной таре в опытах с четырьмя вариантами температур при закатке (50, 60, 70 и 80°С), тремя вариантами температур стерилизации (100, 109 и 116°С) и двумя степенями наполнения банок (100 см 3 и 950 см 3 воды). Были сделаны 24 замера давления, по 12 для малого и большого наполнения. В соответствии с этим в таблице приведены 2 колонки экспериментальных данных: для малого наполнения и для большого наполнения. В третьей, средней, колонке приведены данные частичного расчета по формуле
Физический смысл этой формулы легко уяснить, если учесть, что из выражения (124)
При подстановке значения Рп` в формулу (134) получим:
Отсюда выходит, что абсолютное давление в жестяной банке при стерилизации равно сумме упругости водяных паров при стерилизации и первоначального (т.е. такого, каким оно было при закатке) давления воздуха.
Итак, давление воздуха в жестяной банке в процессе стерилизации практически не изменяется, т.е. величина

характеризующая изменение давления воздуха, равна нулю. Чтобы объяснить этот факт, проанализируем выражение

Оно может быть равно нулю в двух случаях: если Рв` = 0, или если нулю равно выражение в скобках. Но какое-то значение первоначального давления воздуха в банке всегда есть и Рв` не может быть равно нулю. Значит, нулю равна скобочная часть выражения (133).
Если представить себе величину V1T2/(V2T1) как произведение из двух сомножителей V1/V2 и Т2/Т1, то станет ясным, что величина V1T2/(V2T1) может быть равна единице только при условии, если дробь V1/V2 меньше единицы, ибо множитель Т2/Т1 всегда больше единицы.
Отсюда важнейший вывод из табл. 38 и 39 заключается в том, что отношение объема свободного пространства в жесткой таре до стерилизации к объему воздуха при стерилизаций меньше единицы. Иными словами, объем свободного пространства в жестяной банке при стерилизации увеличивается.
На самом деле, как отмечалось выше, из табл. 38 и 39 видно, что величина Рв` [V1T2/(V2T1)] не равна нулю. Она либо несколько больше, либо несколько меньше нуля. Следовательно, V1T2/V2T1 тоже не равно единице, а либо несколько больше единицы, либо несколько меньше ее. Однако ясно, что это положение не противоречит утверждению, что Vi/V2, как правило, меньше единицы: все дело в соотношении абсолютных значений сомножителей V1/V2 и Т2/Т1, т.е. в том, насколько правильная дробь V1/V2 «компенсирует» до единицы неправильную дробь Т2/Т1.
Пользуясь данными табл. 38 для каждого опыта, можно рассчитать фактические отношения V1/V2 (табл. 40).

Из табл. 40 видно, что величина V1/V2 не является постоянной даже для данной банки, а зависит от степени наполнения и в какой-то мере от разности температур. Чем больше наполнение и чем больше (в определенном диапазоне) разность между температурами при стерилизации и закатке, тем меньше для жестяной банки V1/V2. В табл. 41 приведена выборка средних значений V1/V2 для разностей температур безотносительно к абсолютным значениям температур при закатке и стерилизации.
Установленная зависимость между отношением V1/V2 и степенью наполнения, а также разностью температур нуждается в теоретическом обосновании. Конечно, в первую очередь имеет практическое значение тот факт, что V1/V2 меньше единицы и что давление воздуха при стерилизации практически не изменяется. Тот же факт, что величина V1/V2 несколько больше для малого и меньше для большего наполнения и что, следовательно, давление тоже несколько больше в жестяной банке, где Наполнение меньше, казалось бы, не должен был нас интересовать, поскольку влияние этого фактора незначительно. Однако теоретическое объяснение найти необходимо, иначе может возникнуть вопрос: а всегда ли это так или может быть, найденные закономерности справедливы только для данного исследования?

Рассмотрим, что происходит в закатанной жестяной банке при нагревании. Объем свободного пространства в банке до стерилизации
Выразим объем продукта через степень наполнения банки продуктом пи объем банки
 (138)
(138)
При нагревании объем банки увеличивается. Обозначим коэффициент увеличения объема банки через X. Увеличивается также, объем продукта. Обозначим коэффициент увеличения объема продукта Y. Тогда объем свободного пространства банки при стерилизации будет равен:
Отсюда отношение объемов свободного пространства банки до и при стерилизации составит

Для удобства последующих преобразований обозначим
Y/Х = Y ` (143)
Тогда выражение (142) примет вид:
Непосредственное рассмотрение этого выражения показывает лишь, что величина V1/V2 зависит от коэффициентов X, Y и n. Вопрос же о том, какова связь между этими коэффициентами и как она влияет на величину V1/V2 может быть решен только при математическом анализе выражения (142).
Представим себе две банки, стерилизуемые в одинаковых условиях, но заполненные продуктом в различной степени. Обозначим степень наполнения одной банки через n другой – n1 и допустим, что n1 > n. Тогда отношение V1/V2 в первой банке составит
Из опытов (табл. 40) известно, что отношение V1/V2 при переходе его от меньшего наполнения к большему уменьшается, следовательно, выражение (145) должно быть больше выражения (146), значит, отношение (145) к (146) должно быть болыце единицы. Разделим выражение (145) на (146):
1/Х(1 – n)/(1 – Y`n) : 1/X(1 – n1)/(1 – Y`n1) =
Вычтем из числителя дроби (147) знаменатель этой дроби. Так как дробь (147) согласно предыдущему анализу больше единицы, то разность между числителем и знаменателем этой дроби (d) величина положительная:
Сделав преобразования, получаем:
Заменив Y1 на его значение из выражения (143), находим, что
d = (n – n1)(Y/X – 1) (149)
Y/ Х Y.
Необходимо отметить, что тот же результат получился бы, если бы коэффициент увеличения объема банки X был бы не больше коэффициента увеличения объема продукта Y, а равнялся бы ему. В этом случае, суда по выражению (142), отношение V1/ V2 равнялось бы
так как второй сомножитель

Таким образом, все равно V1/V2 должно быть меньше единицы, ибо Х>1. Это объясняется тем, что даже при равных коэффициентах увеличения объемов банки и продукта общий объем банки все равно окажется больше общего объема продукта, следовательно, объем свободного пространства возрастет.
Итак, физическая картина происходящих в процессе стерилизации жестяных банок термодинамических превращений заключается в следующем. В первый момент стерилизации, когда продукт прогрелся, объем его увеличился, объем же банки не изменился, следовательно, воздух в банке сжался и давление его возросло. Как только давление превысило определенное значение, при котором крышка еще остается плоской, последняя прогибается, банка вздувается, воздух расширяется, объем его увеличивается, а давление падает
В Эти превращения показаны на рис. 67. Таким образом, все дело в том, что тонкая крышка жестяной банки является гибкой мембраной, способной под влиянием внутреннего давления прогибаться наружу, вызывая вздутие банки.
В свете этого анализа становится понятной и значение в этих опытах степени наполнения. Если степень наполнения мала, то объем продукта увеличивается при стерилизации не настолько, чтобы заметно сжать воздух и вызвать заметное вздутие банки. Поэтому при малой степени наполнения воздух мало расширяется и V2 ненамного больше V1. Таким образом, при малом наполнении V1/V2 больше, чем при большом, следовательно, и давление получается несколько больше.
В такой же мере проясняется роль разности температур. Чем больше разность между температурой стерилизации и температурой при закатке, тем больше X, а чем больше X, тем отношение V1/V2 (см. формулу) будет меньше. Иными словами, при одной и той же температуре стерилизации холодная банка вздуется больше, чем горячая, или же при одной и той же температуре при закатке вздувается больше та банка, которая стерилизуется при более высокой температуре. Это теоретическое соображение вполне согласуется с данными табл. 41.
Приведенные выкладки представляют интерес не только как интерпретация определенного частного случая, т. е. не только как пример математической обработки экспериментального исследования измерения давления в одной определенного вида жестяной банке таких-то размеров, они устанавливают взаимосвязь между X, Y, n и V1 /У2 при их различных значениях. Установление же этой теоретической зависимости дает возможность предвидеть, какие технологические и технические факторы влияют на давление в банке при стерилизации и, следовательно, предусмотреть проведение соответствующих мероприятий.

Несомненно, например, что увеличение объемов различных жестяных банок неодинаково и что с увеличением толщины концов, или с уменьшением их диаметра, X уменьшается и может стать меньше Y. В этом случае может получиться, что воздух в жестяной консервной таре будет сжиматься и с увеличением толщины крышек в банке возникнет давление значительно больше обычного, способное вызвать деформацию тары.
Расчет давления в стеклянной таре при стерилизации
Для расчета давления в стеклянной таре воспользуемся общей формулой (131), при выборе которой специфика материала тары не учитывалась. Посмотрим, преобладание каких факторов отражается на давлении:

Основное отличие стеклянной банки от жестяной в отношении влияния давления заключается в том, что стеклянная банка при стерилизации практически не увеличивается в объеме. Прежде всего вздутие здесь могло бы произойти только с одного конца, со стороны крышки. Крышки, которыми укупоривают стеклянные банки, не имеют рельефа, позволяющего им вспучиваться, как это происходит с жестяными крышками, прикатанными к корпусу металлической банки. И наконец, самое главное, тому небольшому вспучиванию крышки, которое все же могло бы произойти, не дают реализоваться, стерилизуя стеклянные банки с применением так называемого противодавления, при котором благодаря наружному давлению предупреждается всякое вздутие крышки. Дело в том, что жестяные крышки не слишком прочно обжаты на горловине стеклянных банок, и стоит им немного вздуться, как нарушается прочность обжима и крышки внутренним давлением срывает с горловины банки.
Что касается увеличения объема банки, связанного с линейным расширением материала при нагревании, то оно настолько невелико, что практически можно приравнять коэффициент увеличения объема банки к единице (кстати, то же можно было бы сказать и о металлической таре, у которой не вздуваются из-за повышенной толщины жести крышки).
Приняв те же обозначения, что и раньше, запишем:
Иными словами, объем свободного пространства в стеклянной банке при стерилизации уменьшается, воздух сжимается, что должно приводить к увеличению давления в таре.
Мы уже отмечали, что формулы (131) и (134) характеризуют перевес внутреннего давления в таре над наружным при стерилизации консервов в открытых аппаратах, когда абсолютное внутреннее давление обозначено Рс а наружное является атмосферным и равно 0,1 МПа.
Однако в практическом отношении значительно больший интерес представляет определение избыточного давления для наиболее распространенного случая стерилизации консервов в автоклавах. При этом наружным давлением будет уже не атмосферное, а давление в аппарате, которое представляет собою упругость водяных паров, соответствующую температуре стерилизации, и обозначается Рп«.
Тогда формула избыточного давления в жестяной таре (131) преобразуется так:
Это будет абсолютное давление в жестяной таре. Давление же наружное, в автоклаве равно
Тогда избыточное давление (ри) будет равно;
Перевес же внутреннего давления в стеклянной таре над давлением в автоклаве можно определить аналогичным преобразованием формулы (131):
Таким образом, избыточное давление будет равно:
Отсюда видно, что избыточное давление в стеклянной таре во столько раз больше избыточного давления в жестяной таре, во сколько дробь V1T2/(V2T1) больше единицы.
Пример. Температура при закатке равна 50°С, температура стерилизации 116°С, степень наполнения банки продуктом n = 0,94, коэффициент увеличения объема продукта при стерилизаций 1,04. Требуется рассчитать избыточное давление в этих условиях как в жестяной, так и в стеклянной таре при стерилизации в автоклавах.
Исходя из заданных условий, числовые значения величин, фигурирующих в формуле (156), будут следующими:
Тогда Ри для стеклянной тары по формуле (156) составит
Из приведенного примера видно, что отношение V1/V2 для стеклянной тары может быть в несколько раз больше единицы и что величина V1/T2/(V2/T1), характеризующая изменение первоначального давления воздуха, может оказаться преобладающим фактором в суммарном значении избыточного давления в таре.
Рассмотрим теперь, какое влияние оказывает увеличение степени наполнения на изменение отношения объемов и, значит, на давление в таре.
Приняв те же обозначения, применив тот же метод анализа, но только исхода не из формулы (142)

мы придем к выражению
d = (n – n1)(Y – 1), (157)
Этот теоретический вывод подтверждается простыми соображениями, которые наглядно показаны на схеме (рис. 68).

Допустим, что позиция а обозначает стеклянную банку до стерилизации со степенью наполнения n, а позиция б ту же банку в момент достижения температуры стерилизации. Из рисунка видно, что из-за того, что объем банки не изменился, а объем продукта увеличился, свободное пространство сжалось примерно в 2 раза.
т. е. будет в 1,5 раза больше, чем в предыдущем примере.
Наконец, увеличим степень наполнения еще на 0,01 (n = 0,96).
Вот почему при стерилизации консервов в стеклянной таре приходится прибегать к так называемому противодавлению, т.е. создавать в автоклаве давление, равное избыточному или несколько больше избыточного, рассчитываемого по формуле
Нужно добавить также, что в практическом отношении теоретические выкладки, показывающие влияние степени наполнения стеклянной тары продуктом на давление в ней при стерилизации, нужно учитывать в том смысле, чтобы не допускать переполнения банок, ибо обычно степень наполнения лимитируется необходимостью соблюдать определенную массу нетто банок. При этом, как уже отмечалось в главе VI, на консервных заводах предпочитают недоливу переполнение банок, а это очень опасно, особенно для консервов, герметизируемых по способу «Еврокап», механическая прочность укупорки которых очень невелика.
Меры, позволяющие уменьшить давление в консервной таре при стерилизации
Как уже отмечалось, слишком значительное превышение давления в консервной таре при стерилизации над давлением в стерилизационном аппарате может вызвать остаточную деформацию жестяных банок в виде вздутых и не посаженных на место концов, образовавшихся складок на периферии концов, разрыв их по продольному или закаточному шву, срыв металлических крышек с горловины стеклянных банок и даже механический бой стеклянной тары.
Выше указывалась причина превышения давления в банке над давлением в автоклаве. Для жестяной тары избыточное давление рассчитывается по формуле (153).
Так как в момент закатки при атмосферном давлении справедливо равенство (124), то получается, что
Таким образом, давление в жестяной таре при стерилизации превышает наружное давление в автоклаве на величину первоначального парциального давления воздуха.
Формулу для расчета избыточного давления в стеклянной таре при стерилизации в автоклаве можно записать так:
Отсюда напрашивается вывод, что для уменьшения давления в банке при стерилизации необходимо удалить из нее воздух, т. е. произвести эксгаустирование консервов, после чего только можно полностью устранить превышение давления в банке над давлением в стерилизационном аппарате.
Ниже показано, насколько эффективной мерой снижения в консервной таре при стерилизации является тепловой и механический методы эксгаустирования.
Влияние теплового эксгаустирования на давление в жестяной таре стерилизации.
При рассмотрении формулы для расчета избыточного давления в жестяной таре при стерилизации в автоклаве следует сделать вывод, что для уменьшения избыточного давления необходимо максимально увеличивать рп`, другими словами, увеличивать температуру продукта при закатке.
Теоретически максимальное значение рп, равно 0,1 МПа (для температуры продукта при закатке 100°С). При этом значении рп не будет никакого избытка давления в банке над давленим в автоклаве
Благодаря Этому банка совершенно не будет вздуваться при стерилизации и в ней не возникнут никакие опасные в отношении деформации напряжения.
Рассмотрим теперь, как изменится давление в жестяной таре после ее окончательного охлаждения.
Когда банка остынет до температуры, при которой она была закатана, в ней снова установится атмосферное давление:
Но так как температура продукта в момент закатки, как правило, выше комнатной, при которой она хранится на складе, то при дальнейшем остывании в банке установится давление
Поскольку первоначальное парциальное давление воздуха рв` можно считать практически неизменным, а упругость водяных паров при охлаждении рп«` меньше упругости водяных паров при закатке рп`, то очевидно, что давление в охлажденной банке будет меньше атмосферного и, таким образом, в хранящейся на складе консервной банке должен быть вакуум.
Поскольку в технике вакуум часто трактуется не как давление ниже атмосферного, а как недостача данного пониженного, давления до атмосферного (и, в подавляющем большинстве случаев, шкалы вакууметров дают значения именно вакуумметрической высоты, т. е. разности между атмосферным и данным пониженным давлением), то искомый вакуум можно определить, вычтя из приведенного выше уравнения выражение (161). Получим:
где W- вакуум, выраженный через разность между атмосферным и данным пониженным давлением.
Наличие вакуума в банке имеет, как правило, положительное значение в нескольких отношениях.
Во-первых, донышки банок оказываются несколько вдавленными внутрь перевесом атмосферного давления над внутренним, а втянутые концы являются первейшим визуальным признаком доброкачественности консервов, ибо, как правило, порча продукции происходит с образованием бомбажа. Конечно, этот внешний признак (втянутые концы) не дает 100%-ной гарантии доброкачественности консервов, ибо порча может происходить и без газообразования, вызывающего вздутие концов (например, скисание). Но чаще всего биологическая порча вызывает бомбаж банок, и отсутствие его указывает на доброкачественность данных консервов.
Во-вторых, при перевозках консервов через жаркие климатические пояса или при хранении их при повышенных температурах в банке может возникнуть повышенное против атмосферного давление. Если в остывшей банке не было вакуума, то горизонтально расположенные концы ее вздуваются, в ней возникнут напряжения из-за внутреннего давления и давления наружного, со стороны банок и ящиков, находящихся над данной банкой. Это небезопасно для прочности консервных банок.
Если же концы остывших банок благодаря вакууму оказываются несколько прогнутыми внутрь, то при повышении температуры хранения и, следовательно, давления в банке, концы ее не вздуются, а только распрямятся, т. е. сделаются плоскими, и нежелательные напряжения s не возникнут.
Вот почему желательно, чтобы вакуум в охлажденных консервных банках был побольше.
Формула (162) позволяет сделать следующие выводы:
Примеры.
Тогда избыточное! давление в таре при стерилизации в открытых аппаратах по формуле (134)
при стерилизации в автоклавах по формуле (152) равно
Вакуум в таре при хранении на складе по формуле (162)
0,008 • 7500 = 60 мм рт. ст. по вакуумметру (остаточное давление 0,093 МПа);
Остальные условия те же, что в примере 1.
Избыточное давление при стерилизации в открытых аппаратах:
при стерилизации в автоклавах:
Вакуум при хранении на складе:
Из этих примеров видно, что чем выше температура продукта при закатке, тем меньше избыточное давление в таре при стерилизации и тем больше вакуум в ней при охлаждении (т.е. тем меньше остаточное давление).
Но бывают случаи, когда наличие высокого вакуума в таре вызывает нежелательные явления, осложняющие нормальное проведение Технологического процесса. В основном это относится к фасовке очень горячих, продуктов в крупную жестяную тару, как это практикуется, например, при консервировании томатной пасты методом так называемого горячего розлива. Этот метод заключается в том, что пасту перед фасовкой нагревают до 95°С, а после фасовки в 10-килограммовые жестяные банки и закатки оставляют для самопроизвольного остывания на воздухе, не прибегая к стерилизации в автоклавах. Считают, что благодаря высокой температуре продукта при фасовке начальная обсемененность его невелика, так что при длительном остывании большой массы продукта будет происходить самостерилизация той незначительной по количеству остаточной микрофлоры, которая имелась в таре в момент закатки.
Конечно, консервирование путем тепловой стерилизации, не требующей применения специальной аппаратуры, представляет определенные удобства для производства, хотя качество продукции, несомненно, страдает из-за того, что высокая температура в банке поддерживается в течение суток и даже дольше. Опыты показывают также, что хотя в глубине продукта достигается примерно 10-кратный избыток летальности, периферийные слои не всегда получают достаточный стерилизующий эффект. Тем не менее такой способ консервирования томатной пасты широко применяется на консервных заводах.
Для предупреждения вакуумной деформации приходится пользоваться банками специальной конструкции, в которых применяются крышки с выпуклым наружу («обратным» по отношению к обычным крышкам) рельефом и корпус которых усилен дополнительными ребрами жесткости. Наличие выпуклого рельефа позволяет крышкам относительно глубоко вдавливаться внутрь, сжимая оставшийся воздух и повышая этим внутреннее давление. Благодаря этому вакуум в банке снижается, перевес наружного давления над внутренним становится не столь значительным и вакуумной деформации удается избежать.
Сведем в таблицу требуемые для такого расчета данные применительно к банкам 13 и 14 (табл. 42.).
Данные об абсолютном перевесе в последней колонке получались при умножении давления из предпоследней колонки (в кгс/см 2 ) на полную поверхность тары.

Таким образом, получается, что жестяная тара выдерживает перевес наружного давления над внутренним примерно 300 кгс, т. е. иными словами, произведение из допустимого перевеса наружного давления (кгс/см 2 ) К на полную поверхность банки S есть величина постоянная, порядка 300 кг
KS = 300.
При этом численно К равно упругости водяных паров, соответствующей данной максимально допустимой температуре продукта при фасовке. Пользуясь этой зависимостью, можно рассчитать заранее предельно допустимую температуру при фасовке, при которой еще не будет происходить вакуумная деформация, для банок любых размеров.
K = 300 / 2373,8 = 0,125 кгс/см 2 или 0,0125 МПа
По таблицам насыщенного водяного пара этому давлению соответствует температура 50°С, Аналогичный расчет показывает, что в банки 8 (объем 353 мл, полная поверхность 301,4 см 2 ) и 9 (объем 373 мл, полная поверхность 284,9 см 2 ) можно фасовать продукт при любой температуре, вплоть до 100°С, поскольку полная поверхность их около 300 см 2 и, следовательно, перевес в 300 кгс для них вполне допустим. Что касается банки 12 (объем 570 мл, S= 389,4 см 2 ), то максимально допустимая температура фасовки для нее составляет 92°С, ибо упругость водяных паров
К = 300/389 = 0,77 кгс/см 2 или 0,077 МПа
Влияние механического эксгаустирования на давление в жестяной таре
Рассмотрим явления, происходящие в таре при механическом эксгаустировании, т. е. при применении вакуум-закаточных машин.
Если обозначить величину механического вакуума, создаваемого в банке в момент закатки, через W (имея в виду недостачу пониженного давления до атмосферного), то давление в банке будет (в МПа):
При стерилизации давление в банке составит
Вычтем из выражения (164) выражение (163):
Уравнение (165) характеризует избыточное давление в жестяной таре, укупоренной на вакуум-закаточной машине, при стерилизации в открытом аппарате. При стерилизации же в автоклавах выражение (165) преобразуется так:
При рассмотрении формулы (166) видно, что для уменьшения избыточного давления в банке при стерилизации нужно стремиться к максимальному увеличению суммы рп` + W.
Здесь могут возникнуть следующие вопросы: какой же предел суммы pп,+ W и можно ли стремиться одновременно к увеличению и Pп` и W.
Такого положения, т. е. потери части продукта из-за выпаривания и сопутствующего быстрому вскипанию разбрызгивания с последующим охлаждением продукта, допускать не следует. Поэтому давление водяных паров над продуктом в момент закатки не должно быть больше давления воздуха в камере закаточной машины и, следовательно, между этими величинами должна существовать следующая зависимость (в МПа):


