Метод и оборудование для магнитно-импульсного прессования порошков
Впервые в мировой практике лабораторией прикладной электродинамики ИЭФ развито применение магнитно-импульсного прессования (МИП) для получения объемных наноструктурных материалов. Принцип данного метода состоит в электромеханическом преобразовании энергии первичного емкостного накопителя в кинетическую энергию пресс-инструмента, совершающего работу по сжатию порошка. Метод характеризуется мягкими импульсными волнами сжатия в порошках с амплитудой до 2 ГПа (при многократном использовании пресс-инструмента) и длительностью в диапазоне 10-500 мкс. Метод позволяет генерировать и более высокие импульсные давления, порядка 10 ГПа, но при однократном использовании пресс-инструмента.
Мягкие импульсные волны сжатия оказываются весьма эффективным инструментом для уплотнения порошков с размерами частиц 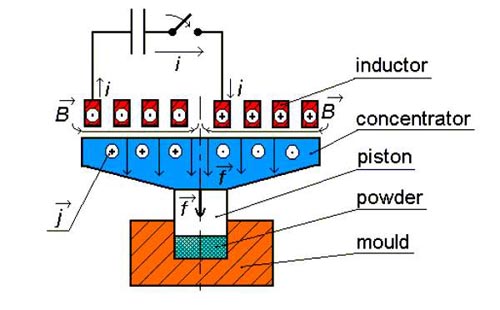
Принцип действия плоского (одноосного) МИ пресса поясняется схемой. Одноосный пресс содержит плоский спиральный индуктор и расположенный рядом механический концентратор (массивная проводящая плита), отделяемый от индуктора тонким изолирующим зазором. Индуктор и концентратор вместе представляют осесимметричную индукторную систему. При пропускании разрядного тока i накопителя через индуктор в зазоре между ним и концентратором создается импульсное магнитное поле`B, индуцирующее ток плотностью `j в проводящей поверхности концентратора. Результирующая импульсная сила`fM, выталкивающая концентратор из области магнитного поля, представляется результатом взаимодействия индуцированного тока`j и магнитного поля. Концентратор, аккумулируя механический импульс, приводит в движение пуансон, сжимающий порошок в матрице.
Характеристики одноосного магнитно-импульсного пресса:
— при степени вакуума до 1 Па.
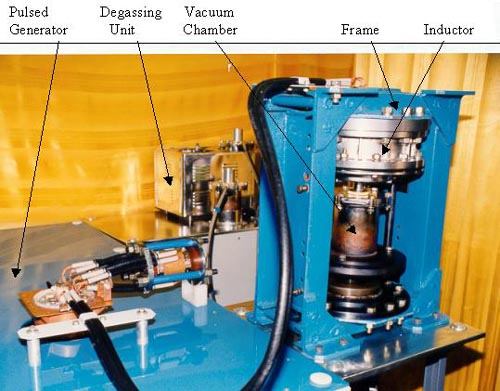
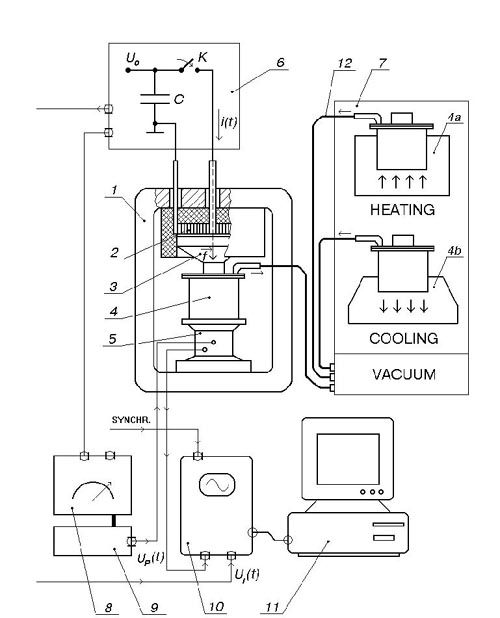
Основные узлы установки: генератор импульсных токов; рама пресса с индукторной системой; блок дегазации; пресс-инструмент; датчики для измерения тока в индукторе, давления прессования и перемещения пресс-инструмента.
Внешний вид пресса и принципиальная блок-схема приведены на следующих рисунках.
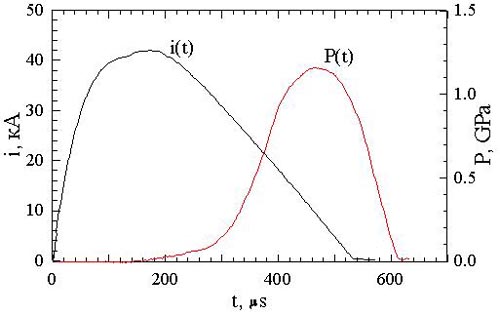
Характерные временные зависимости прессующего давления, P(t), и тока в индукторе, i(t), на примере прессования диска из нанопорошка Al2O3 диаметром 30мм, представлены на графике
Для прессования длинномерных заготовок из нанопорошков в форме труб 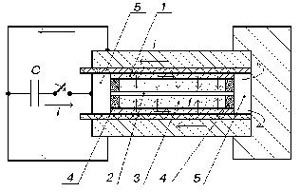 и стержней отработана техника магнитно-импульсного сжатия тонкостенных медных трубчатых оболочек. Такая оболочка выполняет функцию радиально сходящегося цилиндрического пуансона. Используется принцип радиального сжатия оболочки под действием давления магнитного поля, генерируемого протекающим вдоль трубы большим импульсным током (схема Z-пинча). Схема прессования порошковых трубчатых заготовок представлена на рисунке. Перед прессованием порошок 3 укладывается в трубчатую полость между медной трубой 1 и стержнем 2 из твердого материала, выполняющего функцию формирования канала. После дегазации порошка внутри специального бокса осуществляется газоплотное in-situ капсулирование пресс-формы с помощью прокладок 4 и 5. Это позволяет манипулировать с пресс-формой на воздухе, не опасаясь вторичного проникновения в прессуемый порошок адсорбируемых веществ. Подготовленная пресс-форма подключается к генератору импульсных токов с емкостным накопителем энергии С. В ходе прессования большой импульсный ток протекает вдоль медной оболочки и возвращается к генератору по осесимметричной массивной внешней металлической трубе.
и стержней отработана техника магнитно-импульсного сжатия тонкостенных медных трубчатых оболочек. Такая оболочка выполняет функцию радиально сходящегося цилиндрического пуансона. Используется принцип радиального сжатия оболочки под действием давления магнитного поля, генерируемого протекающим вдоль трубы большим импульсным током (схема Z-пинча). Схема прессования порошковых трубчатых заготовок представлена на рисунке. Перед прессованием порошок 3 укладывается в трубчатую полость между медной трубой 1 и стержнем 2 из твердого материала, выполняющего функцию формирования канала. После дегазации порошка внутри специального бокса осуществляется газоплотное in-situ капсулирование пресс-формы с помощью прокладок 4 и 5. Это позволяет манипулировать с пресс-формой на воздухе, не опасаясь вторичного проникновения в прессуемый порошок адсорбируемых веществ. Подготовленная пресс-форма подключается к генератору импульсных токов с емкостным накопителем энергии С. В ходе прессования большой импульсный ток протекает вдоль медной оболочки и возвращается к генератору по осесимметричной массивной внешней металлической трубе.
Характеристики радиального магнитно-импульсного пресса:
Пресс для изготовления постоянных магнитов, из порошковых фракций, ориентируемых в магнитном поле
Использование: прессование постоянных магнитов из порошковых фракций в поперечном магнитном поле. Сущность изобретения: пресс выполнен электромагнитным, снабжен жидкостным демпфером. Катушка электромагнитного пресса включена через тиристор параллельно резистору, включенному в цепи обмоток магнитной системы, а в цепи пускателя включен дроссель, зашунтированный диодом. 3 ил.
Изобретение относится к области машиностроения и предназначено для прессования постоянных магнитов из порошковых фракций на основе редкоземельных металлов, ориентируемых в поперечном магнитном поле по отношению к усилию прессования.
Известен пресс для изготовления постоянных магнитов из порошковых фракций, ориентируемых в магнитном поле [1] Известный пресс содержит средство для создания усилия прессования в виде приводных от гидросистемы пуансонов, средство формирования ориентированного магнитного поля в виде индукционных катушек, установленных на столе и образующих с ним магнитопровод.
Рабочий цикл такой схемы прессования занимает значительное время, определяемое скоростью движения плунжера гидроцилиндра и, в основном, из-за времени обратного хода, которое составляет десятки секунд. Кроме этого, схема на основе гидропресса содержит различные узлы, имеющие отдельные корпуса, станины, источники питания и т.д. что увеличивает вес и габариты устройства.
Целью изобретения является повышение производительности труда за счет сокращения цикла прессования и уменьшения весогабаритных характеристик устройства в целом.
Эта цель достигается тем, что электромагнитный пресс содержит неподвижную магнитную систему с обмотками, источник питания, устройство для создания усилия прессования. Устройство для создания усилия прессования выполнено в виде электромагнитного пресса, снабженного жидкостным демпфером, причем обмотка электромагнитного пресса включена через тиристор параллельно резистору, включенному в цепи обмоток магнитной системы, а в цепи пускателя включен дроссель, зашунтированный диодом.
Цель достигается тем, что в электромагнитном прессе снижается скорость движения якоря за счет использования жидкостного демпфера, а также в том, что часть магнитной системы для формирования магнитного поля используется в электромагнитном прессе, а источник питания обмоток магнитной системы и катушки является общим. Это позволяет конструктивно и электрически использовать общие функциональные элементы магнитной системы и электромагнитного пресса, что приводит к существенному снижению весогабаритных характеристик устройства в целом.
На фиг. 1 изображена схема пресса; на фиг. 2 электросхема питания обмоток и катушки электромагнитного пресса; на фиг. 3 эпюры токов и напряжений в схеме.
Конструктивно электромагнитный пресс содержит пластину 1, являющуюся частью магнитопровода магнитной системы с полюсами 2, обмотками 3, упорным штоком 4. На пластине 1 расположены катушка электромагнитного пресса 5, подвижный шток 6 с якорем 7, на котором установлены два жидкостных демпфера 8. Пресс-форма 9 расположена в воздушном зазоре магнитной системы на подвижном штоке 6.
Электросхема питания обмоток 3 и катушки 5 включает выпрямитель 10, пускатель 11, катушка пускателя 12 подключена через кнопку 13 «ПУСК» к питающей сети. В цепи пускателя 11 включен дроссель 14 с диодом 15. Конденсатор 16 шунтирует через резистор 17 обмотки 3 магнитной системы. Катушка электромагнитного пресса через тиристор 18 подключена к резистору, а управляющий электрод тиристора через резистор 19 подключен к аноду. Позициями также обозначены: 20 ток обмоток магнитной системы 3; 21 ток катушки электромагнитного пресса 5; 22 напряжение на резисторе 17; 23 напряжение конденсатора 16.
Работает устройство следующим образом. В исходном состоянии шток 6 и якорь 7 находятся в нижнем состоянии под собственным весом. При включении кнопки «ПУСК» 13 срабатывает пускатель 11, и ток выпрямителя протекает по цепи дросселя 14, катушки 3, резистора 17. Дроссель 14 ограничивает пусковой ток конденсатора 1. С постоянной времени  = L/R, где L суммарная индуктивность и сопротивление в цепи тока, ток в течение времени t1 t2 возрастает до требуемой величины, и магнитная система создает в воздушном зазоре требуемое значение магнитного поля В. В момент времени t2 включается тиристор 18. Это достигается выбором соответствующей величины тока управления резистором 19, и подключается в цепь катушка 5. Якорь электромагнитного пресса 7 втягивается. Скорость его движения определяется временем перетекания жидкости из сжимаемого объема в свободный в демпфере 8. В момент времени t3 заканчивается процесс прессования, кнопку «ПУСК» 13 размыкают, пускатель 11 отключает выпрямитель 10. Ток дросселя 14 замыкается по цепи диода 15, ток в обмотках 3 колебательно затухает, обеспечивая размагничивание спрессованного изделия. Ток в катушке 5 электромагнитного пресса из-за тиристора 18 и резистора 17 прекращается при достижении нулевого значения.
= L/R, где L суммарная индуктивность и сопротивление в цепи тока, ток в течение времени t1 t2 возрастает до требуемой величины, и магнитная система создает в воздушном зазоре требуемое значение магнитного поля В. В момент времени t2 включается тиристор 18. Это достигается выбором соответствующей величины тока управления резистором 19, и подключается в цепь катушка 5. Якорь электромагнитного пресса 7 втягивается. Скорость его движения определяется временем перетекания жидкости из сжимаемого объема в свободный в демпфере 8. В момент времени t3 заканчивается процесс прессования, кнопку «ПУСК» 13 размыкают, пускатель 11 отключает выпрямитель 10. Ток дросселя 14 замыкается по цепи диода 15, ток в обмотках 3 колебательно затухает, обеспечивая размагничивание спрессованного изделия. Ток в катушке 5 электромагнитного пресса из-за тиристора 18 и резистора 17 прекращается при достижении нулевого значения.
Обратный ход якоря 7 осуществляется под действием собственного веса, при этом в поршне жидкостного демпфера открывается обратный клапан, происходит смена пресс-формы и процесс повторяется. Подключение катушки 5 электромагнитного пресса в момент времени t2 вызывает увеличение тока в обмотках магнитной системы. Но из-за большой постоянной времени обмотки 3 и катушки 5 можно пренебречь влиянием вихревых токов в объеме пресс-формы.
Таким образом, в предлагаемом электромагнитном прессе для прессования постоянных магнитов из порошковых фракций, ориентируемых в поперечном магнитном поле, поставленная цель повышение производительности и снижение весогабаритных характеристик достигнута за счет: объединения системы питания обмоток магнитного поля и катушки электромагнитного пресса; выбора максимально допустимой скорости прессования путем применения торможения якоря жидкостным демпфером; использования части магнитной системы в электромагнитном прессе.
В качестве примера практического исполнения выбран электромагнитный пресс для прессования постоянных магнитов с усилием до 5 тонн в рабочей зоне магнитной системы диаметром 100 х 60 мм с индукцией  1 Тл.
1 Тл.
В магнитной системе и электромагнитом прессе запасается энергия магнитного поля 1,5 10 3 Дж, которая рекуперируется в конденсатор 16, т.е. его емкость должна быть 500 мкф, при этом максимальное напряжение на нем с учетом затухания LC контура будет достигать 1,2 кВ. Это напряжение должны выдерживать изоляция обмоток 3 относительно корпуса и разомкнутые контакты пускателя 11.
10 3 Дж, которая рекуперируется в конденсатор 16, т.е. его емкость должна быть 500 мкф, при этом максимальное напряжение на нем с учетом затухания LC контура будет достигать 1,2 кВ. Это напряжение должны выдерживать изоляция обмоток 3 относительно корпуса и разомкнутые контакты пускателя 11.
Пресс для изготовления постоянных магнитов из порошковых фракций, ориентируемых в магнитном поле, содержащий устройство для создания усилия прессования в виде упорного штока и пресс-формы с приводом его перемещения, средство формирования ориентированного магнитного поля в виде индукционных катушек, установленных на столе и образующих с ним магнитопровод, соединенных электросхемой с источником их питания, имеющий конденсатор и пускатель, отличающийся тем, что электросхема средства формирования ориентированного магнитного поля включает резистор, соединенный с цепью индукционной катушки, и дроссель, зашунтированный диодом с цепью пускателя, привод пресс-формы выполнен в виде электромагнита, якорь которого связан с пресс-формой, а его индукционная катушка установлена на столе, электромагнит снабжен жидкостным демпфером, установленным между столом и якорем, при этом электросхема электромагнита соединена параллельно с электросхемой средства формирования ориентируемого магнитного поля, включает тиристор, соединенный с цепью индукционной катушки электромагнита, и тиристор, соединенный с цепью параллельно резистору.
Прессы для ферритовых порошков по запросу с доставкой по Москве и России

Отзывы об оборудовании
Смеситель эксплуатируется более 1 года. По полученному опыту эксплуатации смесителя СЛ/50-Z констатируем высокую эффективность смешивания (связка усредняется по всему объему за минимальный временной интервал), удобство при отработке технологических режимов, удобство в обслуживании и в работе. Также хотим отметить минимальный зазор между лопастями и стенкой смесительной емкости, эстетичный внешний вид, качество изготовления на уровне импортных аналогов и надежность конструкции.
Смеситель эксплуатируется более 1 года. По полученному опыту эксплуатации смесителя СЛ/50-Z констатируем высокую эффективность смешивания (связка усредняется по всему объему за минимальный временной интервал), удобство при отработке технологических режимов, удобство в обслуживании и в работе. Также хотим отметить минимальный зазор между лопастями и стенкой смесительной емкости, эстетичный внешний вид, качество изготовления на уровне импортных аналогов и надежность конструкции.
Сообщаю Вам, что нашим предприятием с начала 2010 года эксплуатируется планетарно-шнековый смеситель СПШ/200 производства ООО «Техно-центр» (г. Рыбинск).
Использование смесителя позволяет получать качественно усредненную смешенную шихту (как тонкодисперсную, так и в виде крупки) за минимальный промежуток времени.
Сообщаю Вам, что нашим предприятием с начала 2010 года эксплуатируется планетарно-шнековый смеситель СПШ/200 производства ООО «Техно-центр» (г. Рыбинск).
Использование смесителя позволяет получать качественно усредненную смешенную шихту (как тонкодисперсную, так и в виде крупки) за минимальный промежуток времени.
Аттритор АПД/30 производство «Техно-центр Элмаш» эксплуатируется на нашем предприятии с 2007 года.
За многолетний период эксплуатации, аттритор показал высокую надежность, удобство в работе и простоту в обслуживании.
Директор Плеханин Ю.А.
Аттритор АПД/30 производство «Техно-центр Элмаш» эксплуатируется на нашем предприятии с 2007 года.
За многолетний период эксплуатации, аттритор показал высокую надежность, удобство в работе и простоту в обслуживании.
Директор Плеханин Ю.А.

ФГУП НПП «Торий» производит электровакуумные приборы и комплексированные устройства сверхвысоких частот большой и сверх большой мощности для систем военного, гражданского назначения и наукоёмкой медицинской аппаратуры.
В 2011 году у нас возникла производственная необходимость в приобретении смесителя универсального действия и вибрационной мельницы для получения тонкодисперсных порошков.
ФГУП НПП «Торий» производит электровакуумные приборы и комплексированные устройства сверхвысоких частот большой и сверх большой мощности для систем военного, гражданского назначения и наукоёмкой медицинской аппаратуры.
В 2011 году у нас возникла производственная необходимость в приобретении смесителя универсального действия и вибрационной мельницы для получения тонкодисперсных порошков.
ЗАО «НТЦ БАКОР» эксплуатирует ряд специального технологического оборудования, разработанного и изготовленного ООО «Техно-центр», а именно:
ЗАО «НТЦ БАКОР» эксплуатирует ряд специального технологического оборудования, разработанного и изготовленного ООО «Техно-центр», а именно:
В июле 2014г нам срочно потребовалось протирочное сито для выполнения грануляции порошков содержащих связку. Обратившись к Вашим специалистам, мы оперативно получили ответы на важные для нас вопросы.
В июле 2014г нам срочно потребовалось протирочное сито для выполнения грануляции порошков содержащих связку. Обратившись к Вашим специалистам, мы оперативно получили ответы на важные для нас вопросы.
Компания ООО «СТОП-Сервис» специализируется на устранении аварийных протечек среды на действующем трубопроводном оборудовании без его отключения. В технологии применяется компаунд «СТОП», который разрабатывался специально для устранения аварийный протечек теплоносителя на атомных электростанциях.
Компания ООО «СТОП-Сервис» специализируется на устранении аварийных протечек среды на действующем трубопроводном оборудовании без его отключения. В технологии применяется компаунд «СТОП», который разрабатывался специально для устранения аварийный протечек теплоносителя на атомных электростанциях.
В 2014 году в рамках развития производства, мы разместили заказ в ООО «Техно-центр» на изготовление протирочного сита ПС-2 для производства гранулята специализированного пищевого продукта диетического профилактического питания.
В 2014 году в рамках развития производства, мы разместили заказ в ООО «Техно-центр» на изготовление протирочного сита ПС-2 для производства гранулята специализированного пищевого продукта диетического профилактического питания.
ОАО «Корпорация «Росхимзащита» является ведущим разработчиком технологий специальных материалов, катализаторов, поглотителей для систем индивидуальной и коллективной защиты; технологий индивидуальной защиты продуктов для регенерации и очистки воздуха.
В 2012 году у нас возникла производственная необходимость в приобретении доступного по цене и эффективного смешивающего аппарата.
ОАО «Корпорация «Росхимзащита» является ведущим разработчиком технологий специальных материалов, катализаторов, поглотителей для систем индивидуальной и коллективной защиты; технологий индивидуальной защиты продуктов для регенерации и очистки воздуха.
В 2012 году у нас возникла производственная необходимость в приобретении доступного по цене и эффективного смешивающего аппарата.
В 2012 году мы заказали в ООО «Техно-центр» изготовление малогабаритной настольной шаровой мельницы МВФ/4 с комплектом фарфоровых барабанов и шаров.
МВФ/4 изготовлена в срок и успешно введена в эксплуатацию.
В 2012 году мы заказали в ООО «Техно-центр» изготовление малогабаритной настольной шаровой мельницы МВФ/4 с комплектом фарфоровых барабанов и шаров.
МВФ/4 изготовлена в срок и успешно введена в эксплуатацию.
ЗАО «СВЕТЛАНА-РЕНТГЕН» является производителем рентгеновских трубок для различных областей применения. В настоящее время боле 30000 единиц рентгеновского оборудования работает в России и странах СНГ с рентгеновскими трубками изготовленными нами.
ЗАО «СВЕТЛАНА-РЕНТГЕН» является производителем рентгеновских трубок для различных областей применения. В настоящее время боле 30000 единиц рентгеновского оборудования работает в России и странах СНГ с рентгеновскими трубками изготовленными нами.
Способ электромагнитного прессования изделий из порошковых фракций, ориентируемых в магнитном поле, и электромагнитный пресс для его осуществления (варианты)
Сущность: способ электромагнитного прессования изделий из порошковых фракций, ориентируемых в магнитном поле, заключается в создании ориентирующего магнитного поля в области прессования тяговым электромагнитом. Электромагнитный пресс для прессования в аксиальном магнитном поле содержит тяговый электромагнит с подвижным якорем, магнитопровод, в котором размещена матрица из неферромагнитного материала. При прессовании в нее входит пуансон из ферромагнитного материала с немагнитной вставкой на торце. Пуансон соединен с якорем, связанным со станиной через жидкостные демпферы. Якорь имеет фиксирующую муфту трения с электромагнитным приводом с обмоткой, подключенной параллельно катушке тягового электромагнита. Пресс имеет систему питания и управления. Электромагнитный пресс для прессования в поперечном магнитном поле дополнительно имеет неподвижный ферромагнитный шток, размещенный соосно с якорем. Пуансон охватывает шток и выполнен из неферромагнитного материала. Над пуансоном размещена корректирующая катушка с магнитопроводом, включенная встречно катушке тягового электромагнита. Электромагнитный привод фиксирующей муфты трения выполнен в виде двух подпружиненных электромагнитов броневого типа, установленных на общей оси, со встречно включенными обмотками. 3 с.п. и з.п. ф-лы, 9 ил.
Изобретение относится к области машиностроения, к способам и устройствам для прессования заготовок или изделий из металлических порошков и предназначено для прессования постоянных магнитов из порошковых фракций, ориентируемых в магнитном поле.
Известен способ электромагнитного прессования изделий из порошковых фракций, ориентируемых в магнитном поле, заключающийся в создании ориентирующего магнитного поля в области матрицы и пуансона с последующим прессованием изделия [1] Известен также электромагнитный пресс для прессования изделий из порошковых фракций, ориентируемых в магнитном поле, содержащий тяговый электромагнит с подвижным якорем, магнитопровод, матрицу, пуансон, жидкостной демпфер, систему питания и управления [2] Недостатками известных технических решений являются повышенная энергоемкость из-за необходимости использования автономного электромагнита для создания ориентируемого магнитного поля, а также получение изделий с однотипной ориентацией доменов, а именно: с ориентацией доменов, совпадающей с вектором приложения силы прессования, так как известные технические решения позволяют осуществить прессование изделий только в магнитном поле, при котором вектор индукции магнитного поля и вектор приложения силы прессования параллельны и имеют одинаковые или противоположные направления. Кроме того недостатком известного пресса является его инерционность, обусловленная использованием маховика.
Техническим результатом, достигаемым изобретением является снижение энергоемкости процесса, получение изделия с разнотипной ориентацией доменов и уменьшение инерционности пресса.
Это достигается тем, что в способе электромагнитного прессования изделий из порошковых фракций, ориентируемых в магнитном поле, заключающемся в создании ориентирующего магнитного поля в области матрицы и пуансона с последующим прессованием изделия, ориентирующее магнитное поле создают тяговым электромагнитом путем соответствующего выбора магнитной проводимости матрицы и пуансона.
Для осуществления заявляемого способа предложены два варианта электромагнитного пресса, позволяющие расширить ассортимент получаемых изделий.
Электромагнитный пресс по варианту 1 предназначен для прессования изделий в аксиальном магнитном поле.
Электромагнитный пресс по варианту 2 предназначен для прессования изделий в поперечном магнитном поле.
В электромагнитном прессе по варианту 1 для прессования изделий из порошковых фракций, ориентируемых в магнитном поле, содержащем тяговый электромагнит с подвижным якорем, магнитопровод, матрицу, пуансон, жидкостный демпфер, систему питания и управления, матрица размещена в магнитопроводе и выполнена из неферромагнитного материала, а пуансон выполнен из ферромагнитного материала, причем пуансон снабжен немагнитной вставкой, размещенной на его торце. Этот пресс предназначен для прессования в аксиальном магнитном поле.
Электромагнитный пресс по варианту 2 для прессования изделий содержит тяговый электромагнит с подвижным якорем, магнитопровод, матрицу, пуансон, жидкостный демпфер, систему питания и управления, снабжен размещенным соосно с якорем ферромагнитным штоком, матрица размещена в магнитопроводе и выполнена из ферромагнитного материала, а пуансон выполнен из неферромагнитного материала охватывающим шток.
В электромагнитный пресс для прессования изделий в поперечном магнитном поле введена корректирующая катушка с магнитопроводом, расположенная с наружной стороны матрицы и включенная встречно с катушкой тягового электромагнита.
В описанных электромагнитных прессах якорь тягового электромагнита снабжен фиксирующей муфтой трения с электромагнитным приводом, выполненным в виде двух подпружиненных электромагнитов с осесимметричными сердечниками, установленными на общей оси, со встречно включенными обмотками.
На фиг. 1 представлен вариант 1 электромагнитного пресса для прессования изделий в аксиальном магнитном поле, общий вид.
На фиг. 2 сечение А-А на фиг. 1, муфта трения с электромагнитным приводом.
На фиг. 3 электрическая схема питания электромагнитного пресса, изображенного на фиг. 1.
На фиг. 4 кривые токов в катушке намагничивания тягового электромагнита и в обмотках привода управления муфтой трения.
На фиг. 5 разрез Б-Б на фиг. 1, схема распределения силовых линий магнитного поля в области прессования.
На фиг. 6 вариант II электромагнитного пресса для прессования изделий в поперечном магнитном поле, общий вид.
На фиг. 7 сечение В-В на фиг. 6, пресс с гнездом кольцевой формы.
На фиг. 8 сечение В-В на фиг. 6, пресс с четырьмя гнездами прямоугольной формы.
На фиг. 9 электрическая схема питания электромагнитного пресса, изображенного на фиг. 6.
Электромагнитный пресс для прессования изделий в аксиальном магнитном поле (фиг. 1, 2) содержит станину 1, на которой неподвижно закреплен магнитопровод 2 с размещенной в нем матрицей 3 (прессформой), выполненной из неферромагнитного материала. В матрице 3 выполнены сквозные гнезда 4 заданной формы, количество которых может быть одно, два и более.
В гнезда 4 снизу введены торцы пуансонов 5, выполненных из ферромагнитного материала и жестко закрепленных на подвижном якоре 6. На торцах пуансонов размещены немагнитные вкладыши 7. В гнездах 4 размещен прессуемый порошок 8, сверху матрица закрывается крышкой 9, жестко закрепленной на магнитопроводе 2. В магнитопроводе 2 установлена катушка намагничивания 10, взаимодействующая с подвижным якорем 6 с образованием тягового электромагнита, якорь 6 связан со станиной двумя и более жидкостными демпферами 11.
К нижней части якоря 6 прикреплено кольцо 12, охваченное разрезным внешним кольцом 13, закрепленным на станине 1 ребрами 14. Кольца 12 и 13 образуют муфту трения. Разрезное кольцо 13 (фиг. 2) с помощью ребер 15 соединено с броневыми магнитопроводами 16, в которых размещены обмотки 17 с образованием электромагнитного привода муфты трения. В исходном состоянии с помощью пружины сжатия 18, размещенной на оси 19, соединяющей магнитопроводы 16, муфта трения удерживает якорь 6 за счет жесткой связи разрезного кольца 13 со станиной 1.
Катушка намагничивания 10 тягового электромагнита с последовательно подключенным токоограничивающим резистором 20 (фиг. 3) и зашунтированная конденсатором 21, а также включенные встречно обмотки 17 привода муфты трения, зашунтированные резистором 22, запитаны от выпрямителя 23 через систему ключей 24, 25, 26.
Заявляемый способ осуществляют в электромагнитном прессе для прессования изделий в аксиальном магнитном поле следующим образом (фиг. 1-5).
В исходном состоянии в прессе установлен требуемый зазор h между магнитопроводом 2 и якорем 6 (фиг. 1), обеспечивающий необходимую высоту засыпки порошка в матрицу, путем фиксации подвижного якоря 6 относительно станины 1 с помощью муфты трения.
При снятой крышке 9 в гнезда 4 матрицы загружают требуемое количество прессуемого порошка, закрывают крышкой 9 и закрепляют последнюю на магнитопроводе 2. В момент времени t1 (фиг. 4) замыкают ключ 24 «прессования», обеспечивая замыкание цепи питания катушки намагничивания 10 и обмоток 17 электромагнитов привода муфты трения, при этом через катушку 10 протекает ток I1, через обмотки 17 ток I2 (фиг. 4). За счет встречного включения обмоток 17 броневые магнитопроводы 16 отталкиваются друг от друга, сжимая пружину 18, и разжимают внешнее кольцо 13 муфты трения. Якорь 6 перемещается под действием магнитного потока, создаваемого катушкой намагничивания 10. Скорость движения якоря ограничивается жидкостными демпферами 11, в которых поршни сжимают жидкость в нижней полости, и она через дросселирующее отверстие в поршне перетекает в верхнюю полость.
Пуансоны 5 сжимают ориентированный в магнитном поле порошок 8 и прессуют изделие.
Осевую ориентацию доменов порошка, которая нарушается вблизи острой кромки пуансона, обеспечивают подбором толщины немагнитного вкладыша 7, предотвращающего попадание порошка в область неоднородного магнитного поля (фиг. 5).
В момент времени t2 (фиг. 4) процесс прессования заканчивается, и ключ 24 размыкают. Ток I2 обмоток 17 течет по цепи резистора 22 гашения поля и затухает, при этом пружина 18 через магнитопроводы 16 и ребра 14 сжимает разрезное кольцо 13 муфты трения, фиксируя положение якоря 6 относительно станины 1.
Ток I1 катушки намагничивания 10 в момент времени t2 переходит в цепь конденсатора 21 и колебательно затухает, при этом происходит размагничивание магнитопровода 2 пресса и изделия. Далее открывают крышку 9, освобождая верхнюю часть матрицы 3, и в момент времени t3 замыкают ключ 25 «выпрессовки».
Вновь запитываются обмотки 17 электромагнитного привода муфты трения и катушка намагничивания 10 тягового электромагнита. При выпрессовке изделия требуется значительно меньшее усилие, чем при прессовании, что обеспечивается токоограничивающим резистором 20. Якорь 6 поднимается вверх, полностью выбирая воздушные зазоры h пресса. Поскольку задаваемая высота hн (фиг. 5) насыпного слоя порошка меньше величины хода якоря h, спрессованное изделие выталкивается из матрицы пуансоном, оставаясь на вкладыше 7.
В момент времени t4 ключ 25 «выпрессовки» размыкают, муфта трения фиксирует положение якоря 6, а ток I1 катушки намагничивания вновь колебательно затухает. Спрессованное изделие удаляют.
В момент времени t5 ключ 25 «исходное состояние» замыкают, обеспечивая запитывание только обмоток 17, при этом кольцо 13 муфты трения разжимается, и якорь 6 под собственным весом возвращается в исходное положение, после чего ключ 26 размыкают.
В гнезда матрицы вновь загружают порошок и процесс повторяется.
Электромагнитный пресс для прессования изделия в поперечном магнитном поле (вариант II, фиг. 6, 2, 7, 9) содержит станину 1, на которой неподвижно закреплен магнитопровод 2 с размещенной в нем матрицей 3, выполненной из ферромагнитного материала. Матрица 3 выполнена с центральным сквозным отверстием, в котором с зазором размещен шток 4, выполненный из ферромагнитного материала. Для изготовления кольцевых изделий используют цилиндрический шток, образующий с матрицей кольцевое гнездо 5. В гнездо 5 снизу введен торец кольцевого пуансона 6 выполненного из неферромагнитного материала и жестко закрепленного на якоре 7. Якорь 7 с пуансоном 6 установлены на штоке 4 с возможностью осевого перемещения. Крышка 8 из неферромагнитного материала закрывает кольцевое гнездо 5 сверху и поджимается центральной частью 9 магнитопровода 10, жестко закрепляемого на магнитопроводе 2.
Якорь 7 связан со станиной двумя и более жидкостными демпферами 11. Фиксация положения подвижного якоря обеспечивается фиксирующей муфтой трения с электромагнитным приводом, изображенным на фиг 1, 2 и содержащим кольца 12, 13, ребра 14, 15, броневые магнитопроводы 16, обмотки 17, пружину сжатия 18 и ось 19.
В магнитопроводе 2 (фиг. 6) установлена катушка намагничивания 20, взаимодействующая с подвижным якорем 7 с образованием тягового электромагнита.
В магнитопроводе 10 установлена катушка 21 корректировки магнитного поля.
Конструкция пресса позволяет использовать набор сменных матриц и пуансонов, что обеспечивает получение прессуемых изделий разных размеров и конфигураций. Например, для одновременного прессования четырех прямоугольных призм используют матрицу с квадратной геометрией гнезда, в углах которого жестко закреплены немагнитные вкладыши 22, при этом верхняя часть штока 4, расположенная в гнезде матрицы, имеет соответствующую геометрию (фиг. 8). Полученная таким образом прессформа имеет четыре гнезда прямоугольной формы, в соответствии с которыми выполняют конструкцию пуансона.
Встречно включенные катушки 20 и 21 (фиг. 9) с последовательно подключенным токоограничивающим резистором 23 и зашунтированные конденсатором 24, а также включенные встречно обмотки 17 привода муфты трения, зашунтированные резистором 25, запитаны от выпрямителя 26, через систему ключей 27, 28, 29.
Электромагнитный пресс для прессования изделий в поперечном магнитном поле (вариант II, фиг. 6-9,2) работает следующим образом.
При снятых магнитопроводе 10 и крышке 8 в гнездо 5 загружают требуемое количество прессуемого порошка, закрывают крышку 8 и устанавливают магнитопровод 10, жестко закрепляя его на магнитопроводе 2.
Замыкают ключ 27 (фиг. 9), при этом через катушки 20 и 21, а также через обмотки 17 привода муфты трения текут токи. Между ферромагнитным штоком 4 и ферромагнитной матрицей 3, т.е. в области прессования создается магнитное поле с радиальным направлением силовых линий. Катушка 21 корректировки магнитного поля создает магнитный поток, компенсирующий уменьшение величины магнитного поля, создаваемого катушкой 20, в верхней части матрицы, вызванное как уменьшением магнитного потока по длине штока 4, так и падением магнитного потенциала из-за конечного значения величины относительной магнитной проницаемости материала штока.
Привод муфты трения, работа которого изложена в описании работы пресса по варианту 1, освобождает якорь 7, который перемещается под действием магнитного потока, создаваемого катушкой намагничивания 20. Скорость движения якоря ограничивается жидкостными демпферами 11. Перемещаемый вместе с якорем 7 пуансон 6 прессует изделие. Далее размыкают ключ 27. Ток в обмотках 17 замыкается по цепи резистора 25 и затухает, при этом муфта трения фиксирует положение якоря 7 относительно станины 1. Ток катушек 20, 21 переходит в цепь конденсатора 24 и колебательно затухает, при этом происходит размагничивание магнитопроводов 2, 10, штока 4 и спрессованного изделия. Далее снимают магнитопровод 10 и крышку 8 и удаляют изделие из матрицы аналогично описанному по варианту 1, для чего замыкают ключ 28 «выпрессовки».
Замыкая ключ 29, возвращают пресс в исходное состояние.
При использовании сменных матриц и пуансонов пресс работает аналогичным образом.
1. Способ электромагнитного прессования изделий из порошковых фракций, ориентируемых в магнитном поле, заключающийся в создании ориентирующего магнитного поля в области матрицы и пуансона с последующим прессованием изделия, отличающийся тем, что ориентирующее магнитное поле создают тяговым электромагнитом путем соответствующего выбора магнитной проводимости матрицы и пуансона.
2. Электромагнитный пресс для прессования изделий из порошковых фракций, ориентируемых в магнитном поле, содержащий тяговый электромагнит с подвижным якорем, магнитопровод, матрицу, пуансон, жидкостный демпфер, систему питания и управления, отличающийся тем, что матрица размещена в магнитопроводе и выполнена из неферромагнитного материала, а пуансон из ферромагнитного материала, причем пуансон снабжен немагнитной вставкой, размещенной на его торце для прессования в аксиальном магнитном поле.
3. Пресс по п. 2, отличающийся тем, что якорь тягового электромагнита снабжен фиксирующей муфтой трения с электромагнитным приводом, выполненным в виде двух подпружиненных электромагнитов с осесимметричными сердечниками, установленных на общей оси, со встречно включенными обмотками.
4. Электромагнитный пресс для прессования изделий из порошковых фракций, ориентируемых в магнитном поле, содержащий тяговый электромагнит с подвижным якорем, магнитопровод, матрицу, пуансон, жидкостный демпфер, систему питания и управления, отличающийся тем, что он снабжен соосно с якорем ферромагнитным штоком, матрица размещена в магнитопроводе и выполнена из ферромагнитного материала, а пуансон выполнен из неферромагнитного материала охватывающим шток для прессования в поперечном магнитном поле.
5. Пресс по п. 4, отличающийся тем, что в него введена корректирующая катушка с магнитопроводом, расположенная с наружной стороны матрицы и включенная встречно с катушкой тягового электромагнита.
6. Пресс по пп.4 и 5, отличающийся тем, что якорь тягового электромагнита снабжен фиксирующей муфтой трения с электромагнитным приводом, выполненным в виде двух подпружиненных электромагнитов с осесимметричными сердечниками, установленных на общей оси, со встречно включенными обмотками.


