Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
D. Номинальный наружный диаметр внутренней резьбы (гайка)
d. Номинальный наружный диаметр наружной резьбы (болт)
D/d Номинальный диаметр резьбы
D2/d2 Номинальный средний диаметр резьбы
D1/d3 Номинальный внутренний диаметр резьбы
Значение диаметров метрической резьбы вычисляют по формулам:
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
Номинальный наружный диаметр внутренней резьбы(гайка)
1. ПОЛЯ ДОПУСКОВ РЕЗЬБЫ
До 1 января 1990 г. для изделий классов точности А и В первой категории качества допускались поля допусков резьбы, соответствующие классу точности С.
Поле допуска резьбы для крепежных изделий класса точности
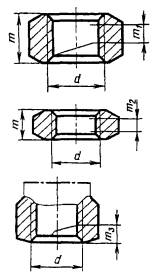
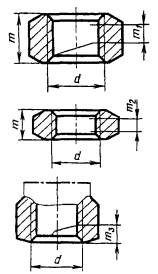
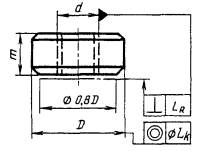
1. Для гаек от МЗ высотой m ³ 0,8 d допуски внутреннего диаметра должны быть выдержаны на участке т1 ³ 0,5 т
2. Для гаек высотой 0,5 d £ m 0,8 d допуски внутреннего диаметра должны быть выдержаны на участке т2 ³ 0,35 т
3. У самоконтрящихся гаек внутренний диаметр может превышать допустимые значения на участке т3 £ 0,35 т от нагруженного торца
2. ДОПУСКИ РАЗМЕРОВ, ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Обозначение размера или допуска
Наименование размера или допуска
Обозначение размера, служащего для определения числового значения допуска расположения
Поля допусков и допуски для изделий класса точности
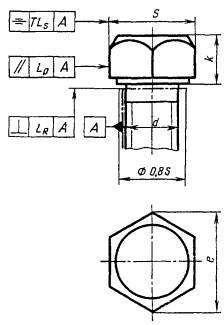
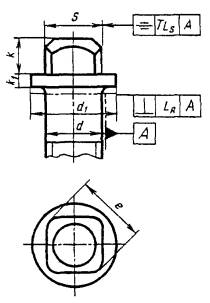
1. Шестигранные головки
Диаметр описанной окружности
Допуск симметричности головки относительно оси стержня в диаметральном выражении
Допуск параллельности граней относительно оси стержня
0,0175 k (соответствует 1 ° )
0,0349 k (соответствует 2°)
Допуск перпендикулярности опорной поверхности головки относительно оси стержня
Для болтов с d £ М30
Для болтов с d > N
Для болтов с d > М30
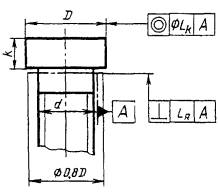
2. Цилиндрические головки
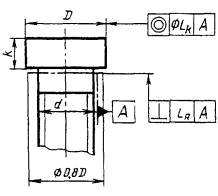
Допуск соосности головки относительно оси стержня в диаметральном выражении
Допуск перпендикулярности опорной поверхности головки относительно оси стержня
3. Квадратные головки
Диаметр описанной окружности
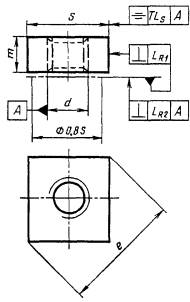
Допуск симметричности головки относительно оси стержня в диаметральном выражении
Допуск перпендикулярности опорной поверхности буртика относительно оси стержня
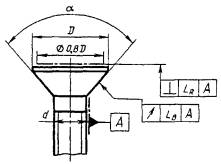
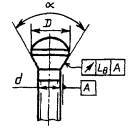
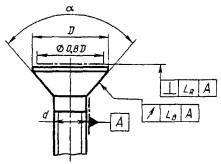
4. Потайные головки
h 15 для головки со шлицем;
js 16 для головки без шлица
Допуск биения в заданном направлении
Допуск перпендикулярности торца головки относительно оси стержня
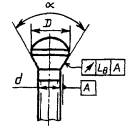
5. Полупотайные головки
h 15 для головки со шлицем;
js 16 для головки без шлица
Допуск биения в заданном направлении
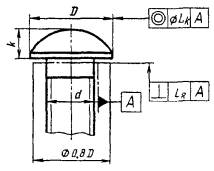
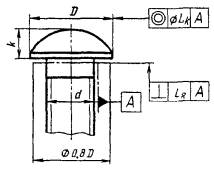
6. Полукруглые головки
Допуск соосности головки относительно стержня в диаметральном выражении
Допуск перпендикулярности опорной поверхности головки относительно оси стержня
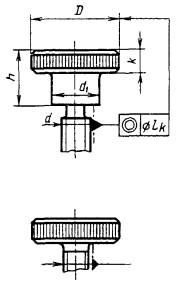
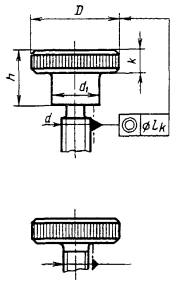
7. Накатанные головки
Высота головки с подголовком
Высота головки без подголовка
Допуск соосности головки относительно стержня в диаметральном выражении
8. Специальные элементы головок
Размер стороны квадратного подголовка
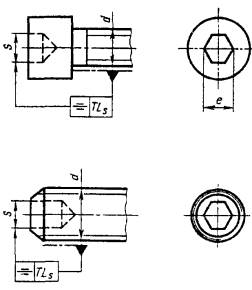
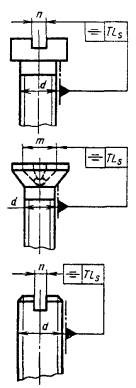
9. Прямой и крестообразный шлицы для всех видов головок и для установочных винтов
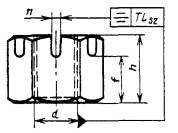
Допуск симметричности шлица относительно оси стержня в диаметральном выражении
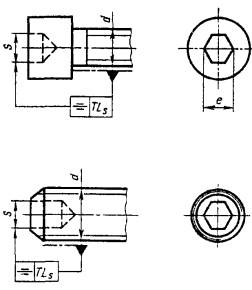
10. Внутренний шестигранник для всех видов головок и для установочных винтов
Размер под ключ внутреннего шестигранника
D 11 (для установочных винтов) D 12
Диаметр описанной окружности
Допуск симметричности внутреннего шестигранника относительно оси стержня в диаметральном выражении
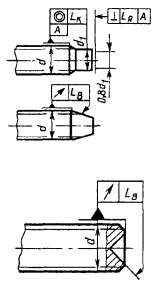
11. Концы установочных винтов
Допуск соосности цилиндрической цапфы относительно резьбы в диаметральном выражении
Допуск биения в заданном направлении наружного или внутреннего конуса относительно оси резьбы
Допуск перпендикулярности торца цилиндрической цапфы относительно оси резьбы
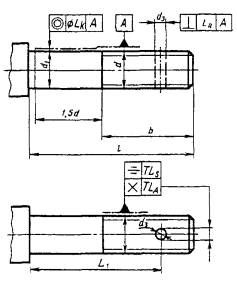
12. Стержни болтов и винтов
Диаметр гладкой части стержня, равный номинальному диаметру резьбы
плюс 2 шага резьбы (+2 Р )
Расстояние от опорной поверхности головки до оси отверстия в стержне
Диаметр отверстия в стержне
Допуск симметричности отверстия в стержне относительно оси резьбы в диаметральном выражении или допуск пересечения осей резьбы и отверстия в стержне в диаметральном выражении
Допуск соосности резьбы и стержня в диаметральном выражении
Допуск перпендикулярности оси отверстия в стержне относительно оси резьбы
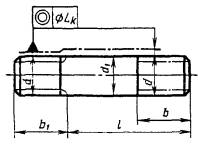
Диаметр гладкой части шпильки
Длина гаечного конца
плюс 2 шага резьбы (+2Р)
Длина ввинчиваемого резьбового конца
Допуск соосности гаечного и ввинчиваемого концов в диаметральном выражении
14. Шестигранные гайки
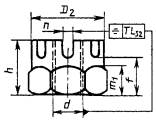
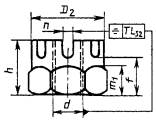
Расстояние от опорной поверхности до основания коронки
Высота корончатой гайки
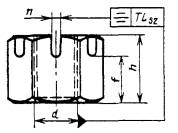
Расстояние от опорной поверхности до основания прорези
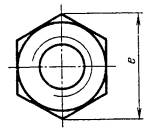
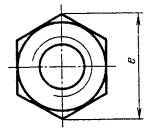
Диаметр описанной окружности
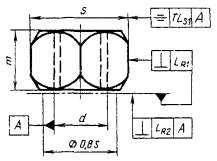
Допуск симметричности шестигранника (размера под ключ) относительно оси отверстия в диаметральном выражении
Допуск симметричности прорези относительно оси резьбы в диаметральном выражении
Допуск перпендикулярности граней относительно опорной поверхности гайки
Допуск перпендикулярности опорных поверхностей гайки относительно оси резьбы
(соответствует 1 ° 30 ¢ )
Допуск перпендикулярности опорных поверхностей гайки относительно оси резьбы
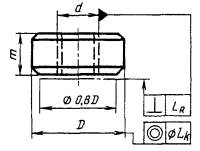
Допуск соосности наружного цилиндра относительно отверстия в диаметральном выражении
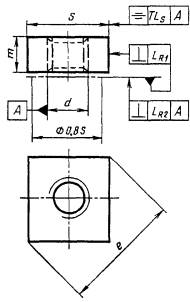
16. Квадратные гайки
Диаметр описанной окружности
Допуск симметричности квадрата (размера под ключ) относительно оси отверстия в диаметральном выражении
Допуск перпендикулярности граней относительно опорной поверхности
Допуск перпендикулярности опорных поверхностей гайки относительно оси резьбы
(соответствует 1 ° 30 ¢ )
4. Допуски на размеры концов установочных винтов указаны в ГОСТ 12414.
(Измененная редакция, Изм. № 1).
При определении допусков перпендикулярности и параллельности поверхностей в формулы табл. 2 подставляют номинальные значения соответствующих размеров и полученные величины допусков округляют до второго знака после запятой.
Примечание. Числовые значения допусков и предельных отклонений, соответствующие обозначениям допусков и полей допусков в тексте и в табл. 2 стандарта, приведены в справочном приложении.
(Измененная редакция, Изм. № 1).
(Введен дополнительно, Изм. № 1).
3. МЕТОДЫ КОНТРОЛЯ
* На территории Российской Федерации действует ГОСТ Р 8.563-96.
При контроле размеров изделий допуски и предельные отклонения, заданные с точностью до 0,001 мм, должны округляться до 0,01 мм.
Размеры, не ограниченные предельными отклонениями, не контролируются. Выполнение их должно гарантироваться технологическим процессом изготовления.
Допускается навинчивание (ввинчивание) калибра НЕ до прохождения;
отверстия под шплинт на стержневых изделиях;
концевых витков неполного профиля;
прорезей в прорезных и корончатых гайках.
Допускается навинчивание (ввинчивание) калибра ПР динамометрическим ключом с моментом, равным 0,06 d в Н × м.
3.3. Размер под ключ и диаметр описанной окружности шестигранника и квадрата, а также диаметра цилиндрической головки винта контролируют в средней (по высоте) части гайки или головки изделия на участке, равном половине их высоты.
3.2; 3.3. (Измененная редакция, Изм. № 1).
Диаметр отверстия контрольной втулки должен приниматься по 2-му ряду ГОСТ 11284.
Допускаются другие методы контроля.
(Измененная редакция, Изм. № 1).
3.5. Глубина и ширина прямого шлица в изделиях должны измеряться по оси стержня, при этом ширина шлица определяется у его основания.
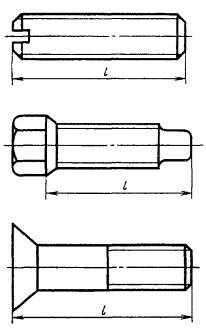
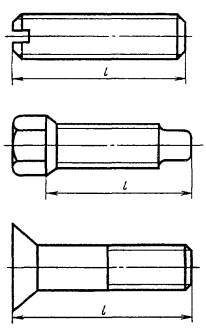
3.7. Длина болта, винта, шпильки при косом срезе торца стержня должна проверяться по длинной стороне стержня.
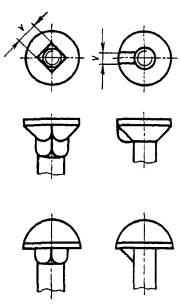
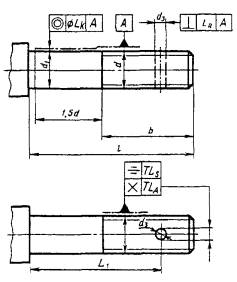
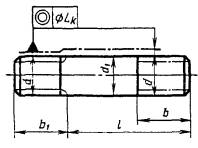
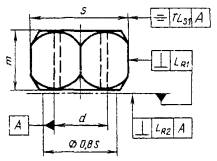
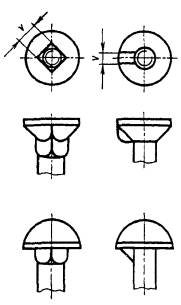
3.8. Отклонение от симметричности L ¢ s шестигранных и квадратных головок относительно оси стержня, отклонение от соосности L ¢ k круглых головок относительно стержня, отклонение от симметричности L ¢ s шестигранника и квадрата относительно оси отверстия в гайке и отклонение от соосности L ¢ k наружного цилиндра относительно отверстия в круглой гайке в соответствии с черт. 2 должны определяться по формуле
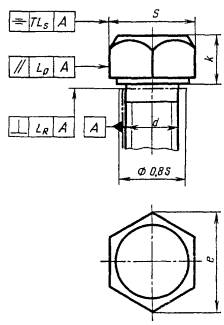
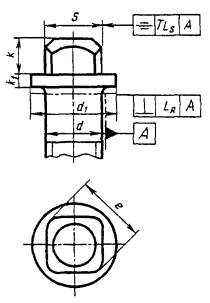
3.9. Отклонение от перпендикулярности опорной поверхности головки болта или винта относительно оси стержня проверяют щупом, измеряя просвет между опорной поверхностью головки и торцовой поверхностью контрольной матрицы. При этом диаметр отверстия в контрольной матрице должен быть выполнен с полем допуска D 11, а высота матрицы должна быть не менее двух диаметров стержня изделия.
Отклонение от перпендикулярности опорных поверхностей гайки относительно оси резьбы проверяют щупом, измеряя просвет между каждой опорной поверхностью гайки и торцом контрольного кольца, навинченных на резьбовую оправку до соприкосновения между собой. Точность резьбы контрольного кольца и оправки должна соответствовать точности резьбы проверяемого изделия.
Допускается проверка отклонения перпендикулярности опорных поверхностей изделий по величине торцового биения с измерением индикаторными приборами.
(Измененная редакция, Изм. № 1).
3.9а. Отклонение от перпендикулярности граней шестигранника и квадрата гайки относительно опорной поверхности проверяют угловым шаблоном.
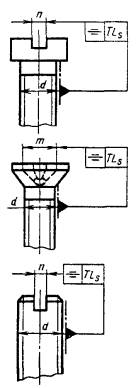
3.10. Отклонение от симметричности L ¢ s шлица или шестигранного углубления (внутреннего шестигранника) относительно оси стержня в соответствии с черт. 3 должно определяться по формуле
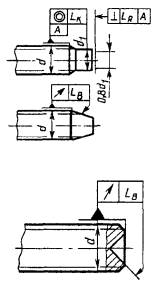
3.11. Отклонение симметричности прорезей в корончатых и прорезных гайках относительно оси резьбы проверяют калибром (черт. 4 ), резьба которого должна быть выполнена по размерам калибра ПР проверяемой гайки, а диаметр штифта равен условному диаметру шплинта.
Форма основания прорезей не контролируется
Ширина прорези калибра должна быть равна диаметру штифта плюс допуск симметричности прорези гайки относительно оси в диаметральном выражении.
(Измененная редакция, Изм. № 1).
3.12. Отклонение прямолинейности шпилек и стержней болтов и винтов проверяют косвенно, по свободному вхождению стержня в контрольную матрицу и повороту в ней изделия вокруг оси на один оборот. Отверстие в матрице должно быть выполнено по первому ряду ГОСТ 11284 для болтов, винтов и шпилек классов точности А и В и по второму ряду для болтов класса точности С; глубина (длина) отверстия в матрице должна быть не менее длины стержня проверяемого изделия.
Допускается проверять отклонение прямолинейности стержня прокаткой его через щель, длина которой не менее длины стержня, а ширина (высота) равна диаметру отверстия в контрольной матрице.
ЧИСЛОВЫЕ ЗНАЧЕНИЯ ДОПУСКОВ И ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ, СООТВЕТСТВУЮЩИЕ ПОЛЯМ ДОПУСКОВ
Допуски и посадки резьбовых крепежных изделий
Крепежные изделия с резьбовыми соединениями
В наше время резьбовые соединения, особенно как крепежные изделия, используются более чем в половине всех существующих механизмов и машин.
Многочисленность типов резьбовых соединений крепежных изделий вызвана многообразием условий их эксплуатации.
Крепежные резьбы применяют для разъёмных неподвижных соединений деталей трубопроводов. Основное назначение крепежных резьб – обеспечение прочности соединений и плотности (нераскрытия) стыка в процессе применения.
Общими требованиями являются:
Несмотря на значительные отличия типов резьбы, основные принципы взаимозаменяемости, а также системы допуска и посадки резьб крепежных изделий являются едиными. Поэтому в дальнейшем проблемы взаимозаменяемости резьбовых соединений рассмотрим применительно к крепежным метрическим резьбам.
Система допусков и посадок резьбовых соединений
Системой допусков и посадок деталей машин называют набор допусков и посадок, построенных закономерно на основе опыта, теоретических расчетов и экспериментов и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин. Оптимальные градации допусков и посадок являются основой стандартизации режущих инструментов и измерительных средств, обеспечивают достижение взаимозаменяемости изделий и их составных частей, обусловливают повышение качества продукции [1].
Основной принцип построения допусков и посадок на резьбовые соединения крепежных изделий
Резьба должна сопрягаться только по сторонам резьбового профиля (исключение составляют паронепроницаемые резьбы), поэтому основным параметром, определяющим характер посадки резьбовой пары, является средний диаметр. Допуски на наружный и внутренний диаметры устанавливают таким образом, чтобы исключить возможность защемления по вершинам и впадинам резьбы.
Диаметральные погрешности уменьшения наружной резьбы и погрешности увеличения – для диаметров внутренней резьбы не повлияют на свинчиваемость. Однако любая погрешность шага резьбы и угла профиля мешает свинчиванию крепежной детали.
В России стандартизованы:
Допуски резьбы с зазором
Наиболее распространена посадка с зазором, где номинальный средний диаметр равен наибольшему среднему диаметру резьбы гайки. Расположение полей допусков метрической резьбы в посадках с зазором показано на рисунке 1. Отклонения (ГОСТ 16093-81) отсчитываются от линии номинального профиля резьбы перпендикулярно оси резьбы.
Рисунок 1 – Поля допусков метрической резьбы крепежа для посадок с зазором:
а, б – наружная резьба; в, г – внутренняя резьба;
d, e, f, g, (а); h (б); E, F, G (в); H (г) – основные отклонения
Допуски для диаметров резьбы болтов и гаек определяются в зависимости от принятой степени точности, обозначаемой числами. Принят следующий дискретный ряд значений степени точности для диаметров болта и гайки: d = 4, 6, 8; d2 = 4, 6, 7, 8; D1 = 5, 6, 7; D2 = 4, 5, 6, 7. Допуски диаметров d1 и D не устанавливаются.
Расположение полей допусков диаметров резьбы относительно номинального профиля определяют ряды основных отклонений: верхние отклонения es для наружной резьбы шпилек и нижние отклонения EI для внутренней резьбы гаек [2].
Значения допусков диаметров зависят от степени точности и шага резьбы (допуск среднего диаметра зависит, кроме этого, ещё и от номинального диаметра резьбы). Стандартом описаны допуски среднего диаметра Тd2, TD2, наружной и внутренней резьб, наружного диаметра Td наружной резьбы и внутреннего диаметра TD1 внутренней резьбы (рисунок 1).
Обозначения полей допуска резьбы
Допуски средних диаметров являются суммарными, включающими отклонения собственно среднего диаметра и диаметральные компенсации отклонений шага и половины угла профиля.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметра d для болтов и диаметра D1 для гаек).
Обозначение поля допуска диаметра резьбы состоит из значения точности (цифры) и буквы, означающей основное отклонение.
Обозначение поля допуска резьбы включает в себя:
Если обозначения полей допуска диаметра по вершинам резьбы и среднего диаметра совпадают, то в поле допуска резьбы обозначение не дублируется.
Примеры обозначения полей допусков:
Посадки крепежных изделий обозначают дробью, в числителе которой указывают обозначение поля допуска гайки, а в знаменателе – обозначение поля допуска болта, к примеру: М10 – 6H/6g и М10×1 – 6H/6g.
Допуски и посадки крепежной резьбы с натягом
Согласно ГОСТ 16093—81 допускаются любые сочетания полей допусков резьбы болтов и гаек, но сочетание полей допусков разных классов точности на средний и наружный (или внутренний для гаек) диаметры резьбы должно быть обосновано.
Рисунок 2 – Поля допусков диаметров крепёжной резьбы с натягом
В соединениях шпилек с корпусами, а также при наличии специальных требований к резьбовым соединениям применяют переходные посадки, а также посадки с натягом. Неподвижность и прочность соединения обеспечиваются при посадках с натягом за счет натяга по среднему диаметру, при переходных посадках – за счет применения дополнительных элементов заклинивания:
Схема расположения полей допусков для посадок с натягом показана на рисунке 2. По наружному и внутреннему диаметрам предусмотрены зазоры, компенсирующие пластическое течение материала к вершинам резьбы. Для образования полей допусков в посадках с натягом установлены основные отклонения диаметров резьбы в зависимости от степени точности.
При малых натягах не исключается вывинчивание шпилек в эксплуатации, а при чрезмерно больших натягах возможно скручивание шпилек и разрушение резьбы в корпусах при монтаже, поэтому на средние диаметры резьб деталей стандартом установлены более высокие степени точности: 3-я и 2-я – для шпилек, 2-я – для гнезд [3].
Для обеспечения более однородных натягов в партии соединений резьбовые детали сортируют на группы.
Рисунок 3 – Расположение полей допусков среднего диаметра резьбы с натягом М14×1,5
На рисунке 3, к примеру, представлены схемы расположения полей допусков среднего диаметра резьбы М14×1,5 с натягом при сборке без сортировки на группы (случай А), а также с сортировкой на две (В) и три (С) группы. Номера сортировочных групп обозначены цифрами I, II, III.
Посадки с натягом предусмотрены только в системе отверстия, что обеспечивает технологические преимущества (ГОСТ 4608—81).
Заключение
Таким образом, наиболее употребимой для крепежной резьбы фланцевых соединений является посадка с зазором: она предотвращает защемление резьбы по вершинам и впадинам витков. Для ответственных условий применяются резьбы с переходными посадками и посадками с натягом, которые обеспечивают неподвижность и прочность соединения.
Список использованной литературы
1. Иосилевич Г.Б., Строганов Г.Б., Шарловский Ю.В. Затяжка и стопорение резьбовых соединений. – М. : Машиностроение, 1985. – 224 c. 2. Гоулд Д., Микич М. Площади контакта и распределение давлений в болтовых соединениях // Конструирование и технология машиностроения. 1972. №3. – С. 99. 3. Ретшер Ф. Детали машин : в 2-х томах. – М. : Госмашметиздат. 1933-1934г..
Полное меню
Основные ссылки
Вернуться в «Каталог СНиП»
ГОСТ 1759.1-82* Болты, винты, шпильки, гайки и шурупы. Допуски. Методы контроля размеров и отклонений формы и расположения поверхностей.
БОЛТЫ, ВИНТЫ, ШПИЛЬКИ, ГАЙКИ И ШУРУПЫ
МЕТОДЫ КОНТРОЛЯ РАЗМЕРОВ И ОТКЛОНЕНИЙ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.07.82 № 2954
3. Стандарт полностью соответствует СТ СЭВ 2651-80
4. ВЗАМЕН ГОСТ 1759-70 в части допусков и методов контроля размеров и отклонений формы и расположения поверхностей
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
6. ИЗДАНИЕ (май 2001 г.) с Изменением № 1, утвержденным в сентябре 1988 г. (ИУС 12-88)
Болты, винты, шпильки, гайки и шурупы
Методы контроля размеров и отклонений формы и расположения поверхностей
Bolts, screws, studs and nuts. Tolerances. Control methods of dimensions and deviations of form and surface position
Дата введения 01.01.83
Стандарт полностью соответствует СТ СЭВ 2651-80.
1. ПОЛЯ ДОПУСКОВ РЕЗЬБЫ
До 1 января 1990 г. для изделий классов точности А и В первой категории качества допускались поля допусков резьбы, соответствующие классу точности С.
Поле допуска резьбы для крепежных изделий класса точности
1. Для гаек от МЗ высотой m ³ 0,8 d допуски внутреннего диаметра должны быть выдержаны на участке т1 ³ 0,5 т
2. Для гаек высотой 0,5 d £ m 0,8 d допуски внутреннего диаметра должны быть выдержаны на участке т2 ³ 0,35 т
3. У самоконтрящихся гаек внутренний диаметр может превышать допустимые значения на участке т3 £ 0,35 т от нагруженного торца
2. ДОПУСКИ РАЗМЕРОВ, ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Обозначение размера или допуска
Наименование размера или допуска
Обозначение размера, служащего для определения числового значения допуска расположения
Поля допусков и допуски для изделий класса точности
1. Шестигранные головки
Диаметр описанной окружности
Допуск симметричности головки относительно оси стержня в диаметральном выражении
Допуск параллельности граней относительно оси стержня
0,0175 k (соответствует 1 ° )
0,0349 k (соответствует 2°)
Допуск перпендикулярности опорной поверхности головки относительно оси стержня
Для болтов с d £ М30
Для болтов с d > N
Для болтов с d > М30
2. Цилиндрические головки
Допуск соосности головки относительно оси стержня в диаметральном выражении
Допуск перпендикулярности опорной поверхности головки относительно оси стержня
3. Квадратные головки
Диаметр описанной окружности
Допуск симметричности головки относительно оси стержня в диаметральном выражении
Допуск перпендикулярности опорной поверхности буртика относительно оси стержня
4. Потайные головки
h 15 для головки со шлицем;
js 16 для головки без шлица
Допуск биения в заданном направлении
Допуск перпендикулярности торца головки относительно оси стержня
5. Полупотайные головки
h 15 для головки со шлицем;
js 16 для головки без шлица
Допуск биения в заданном направлении
6. Полукруглые головки
Допуск соосности головки относительно стержня в диаметральном выражении
Допуск перпендикулярности опорной поверхности головки относительно оси стержня
7. Накатанные головки
Высота головки с подголовком
Высота головки без подголовка
Допуск соосности головки относительно стержня в диаметральном выражении
8. Специальные элементы головок
Размер стороны квадратного подголовка
9. Прямой и крестообразный шлицы для всех видов головок и для установочных винтов
Допуск симметричности шлица относительно оси стержня в диаметральном выражении
10. Внутренний шестигранник для всех видов головок и для установочных винтов
Размер под ключ внутреннего шестигранника
D 11 (для установочных винтов) D 12
Диаметр описанной окружности
Допуск симметричности внутреннего шестигранника относительно оси стержня в диаметральном выражении
11. Концы установочных винтов
Допуск соосности цилиндрической цапфы относительно резьбы в диаметральном выражении
Допуск биения в заданном направлении наружного или внутреннего конуса относительно оси резьбы
Допуск перпендикулярности торца цилиндрической цапфы относительно оси резьбы
12. Стержни болтов и винтов
Диаметр гладкой части стержня, равный номинальному диаметру резьбы
плюс 2 шага резьбы (+2 Р )
Расстояние от опорной поверхности головки до оси отверстия в стержне
Диаметр отверстия в стержне
Допуск симметричности отверстия в стержне относительно оси резьбы в диаметральном выражении или допуск пересечения осей резьбы и отверстия в стержне в диаметральном выражении
Допуск соосности резьбы и стержня в диаметральном выражении
Допуск перпендикулярности оси отверстия в стержне относительно оси резьбы
Диаметр гладкой части шпильки
Длина гаечного конца
плюс 2 шага резьбы (+2Р)
Длина ввинчиваемого резьбового конца
Допуск соосности гаечного и ввинчиваемого концов в диаметральном выражении
14. Шестигранные гайки
Расстояние от опорной поверхности до основания коронки
Высота корончатой гайки
Расстояние от опорной поверхности до основания прорези
Диаметр описанной окружности
Допуск симметричности шестигранника (размера под ключ) относительно оси отверстия в диаметральном выражении
Допуск симметричности прорези относительно оси резьбы в диаметральном выражении
Допуск перпендикулярности граней относительно опорной поверхности гайки
Допуск перпендикулярности опорных поверхностей гайки относительно оси резьбы
(соответствует 1 ° 30 ¢ )
Допуск перпендикулярности опорных поверхностей гайки относительно оси резьбы
Допуск соосности наружного цилиндра относительно отверстия в диаметральном выражении
16. Квадратные гайки
Диаметр описанной окружности
Допуск симметричности квадрата (размера под ключ) относительно оси отверстия в диаметральном выражении
Допуск перпендикулярности граней относительно опорной поверхности
Допуск перпендикулярности опорных поверхностей гайки относительно оси резьбы
(соответствует 1 ° 30 ¢ )
4. Допуски на размеры концов установочных винтов указаны в ГОСТ 12414.
(Измененная редакция, Изм. № 1).
При определении допусков перпендикулярности и параллельности поверхностей в формулы табл. 2 подставляют номинальные значения соответствующих размеров и полученные величины допусков округляют до второго знака после запятой.
Примечание. Числовые значения допусков и предельных отклонений, соответствующие обозначениям допусков и полей допусков в тексте и в табл. 2 стандарта, приведены в справочном приложении.
(Измененная редакция, Изм. № 1).
(Введен дополнительно, Изм. № 1).
3. МЕТОДЫ КОНТРОЛЯ
* На территории Российской Федерации действует ГОСТ Р 8.563-96.
При контроле размеров изделий допуски и предельные отклонения, заданные с точностью до 0,001 мм, должны округляться до 0,01 мм.
Размеры, не ограниченные предельными отклонениями, не контролируются. Выполнение их должно гарантироваться технологическим процессом изготовления.
Допускается навинчивание (ввинчивание) калибра НЕ до прохождения;
отверстия под шплинт на стержневых изделиях;
концевых витков неполного профиля;
прорезей в прорезных и корончатых гайках.
Допускается навинчивание (ввинчивание) калибра ПР динамометрическим ключом с моментом, равным 0,06 d в Н × м.
3.3. Размер под ключ и диаметр описанной окружности шестигранника и квадрата, а также диаметра цилиндрической головки винта контролируют в средней (по высоте) части гайки или головки изделия на участке, равном половине их высоты.
3.2; 3.3. (Измененная редакция, Изм. № 1).
Диаметр отверстия контрольной втулки должен приниматься по 2-му ряду ГОСТ 11284.
Допускаются другие методы контроля.
(Измененная редакция, Изм. № 1).
3.5. Глубина и ширина прямого шлица в изделиях должны измеряться по оси стержня, при этом ширина шлица определяется у его основания.
3.7. Длина болта, винта, шпильки при косом срезе торца стержня должна проверяться по длинной стороне стержня.
3.8. Отклонение от симметричности L ¢ s шестигранных и квадратных головок относительно оси стержня, отклонение от соосности L ¢ k круглых головок относительно стержня, отклонение от симметричности L ¢ s шестигранника и квадрата относительно оси отверстия в гайке и отклонение от соосности L ¢ k наружного цилиндра относительно отверстия в круглой гайке в соответствии с черт. 2 должны определяться по формуле
3.9. Отклонение от перпендикулярности опорной поверхности головки болта или винта относительно оси стержня проверяют щупом, измеряя просвет между опорной поверхностью головки и торцовой поверхностью контрольной матрицы. При этом диаметр отверстия в контрольной матрице должен быть выполнен с полем допуска D 11, а высота матрицы должна быть не менее двух диаметров стержня изделия.
Отклонение от перпендикулярности опорных поверхностей гайки относительно оси резьбы проверяют щупом, измеряя просвет между каждой опорной поверхностью гайки и торцом контрольного кольца, навинченных на резьбовую оправку до соприкосновения между собой. Точность резьбы контрольного кольца и оправки должна соответствовать точности резьбы проверяемого изделия.
Допускается проверка отклонения перпендикулярности опорных поверхностей изделий по величине торцового биения с измерением индикаторными приборами.
(Измененная редакция, Изм. № 1).
3.9а. Отклонение от перпендикулярности граней шестигранника и квадрата гайки относительно опорной поверхности проверяют угловым шаблоном.
3.10. Отклонение от симметричности L ¢ s шлица или шестигранного углубления (внутреннего шестигранника) относительно оси стержня в соответствии с черт. 3 должно определяться по формуле
3.11. Отклонение симметричности прорезей в корончатых и прорезных гайках относительно оси резьбы проверяют калибром (черт. 4 ), резьба которого должна быть выполнена по размерам калибра ПР проверяемой гайки, а диаметр штифта равен условному диаметру шплинта.
Форма основания прорезей не контролируется
Ширина прорези калибра должна быть равна диаметру штифта плюс допуск симметричности прорези гайки относительно оси в диаметральном выражении.
(Измененная редакция, Изм. № 1).
3.12. Отклонение прямолинейности шпилек и стержней болтов и винтов проверяют косвенно, по свободному вхождению стержня в контрольную матрицу и повороту в ней изделия вокруг оси на один оборот. Отверстие в матрице должно быть выполнено по первому ряду ГОСТ 11284 для болтов, винтов и шпилек классов точности А и В и по второму ряду для болтов класса точности С; глубина (длина) отверстия в матрице должна быть не менее длины стержня проверяемого изделия.
Допускается проверять отклонение прямолинейности стержня прокаткой его через щель, длина которой не менее длины стержня, а ширина (высота) равна диаметру отверстия в контрольной матрице.
ЧИСЛОВЫЕ ЗНАЧЕНИЯ ДОПУСКОВ И ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ, СООТВЕТСТВУЮЩИЕ ПОЛЯМ ДОПУСКОВ