Электроды ОЗЛ-6
Время чтения: 3 минуты
Электроды ОЗЛ 6 — это одна из самых популярных марок среди профессиональных сварщиков. Эти электроды незаменимы на крупном производстве и при работе со сталью. Они универсальны, просты в применении и имеют еще ряд неоспоримых преимуществ.

В этой статье мы расскажем, что собой представляют стержни ОЗЛ 6 характеристики которых позволяют использовать их для большинства работ. Вы также узнаете, какими преимуществами обладает эта марка, какова область ее применения и какие аналоги ОХЛ-6 можно найти в наших магазинах.
Общая информация
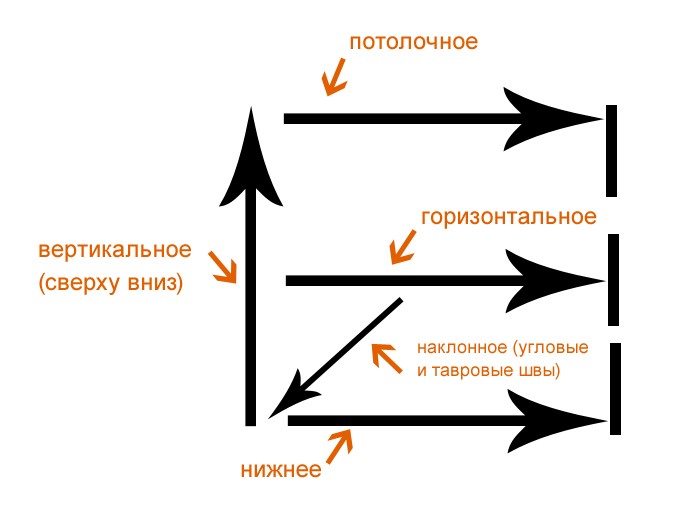
Электроды ОЗЛ 6 — одни из самых распространенных в промышленном производстве. Они отлично взаимодействуют со сталями, позволяя добиться достойного качества швов при относительно невысокой стоимости самих электродов. У ОЗЛ-6 основное покрытие, которое обеспечивает надежную защиту сварочной ванны во время проведения работ. Рекомендуемые настройки — постоянный ток и обратная полярность. Это связано с составом проволоки, которая лежит в основе электрода. Можно варить в любых пространственных положениях.

В линейке множество диаметров, так что можно без проблем подобрать электрода для любых деталей. По этой причине ОЗЛ-6 часто называют универсальными электродами. Их можно встретить как в арсенале у профессионала, так и в руках у ученика.
Но, несмотря на свою универсальность, ОЗЛ-6 лучше всего ведут себя с жаростойкими сталями. Поскольку сам электрод устойчив к высоким температурам и его порой трудно использовать с другими сталями. Новички сталкиваются с проблемой, что стержень плавится позже, чем сам металл.
Также на качество швов влияет влажность электродов. Поэтому обратите внимание на их правильное применение и хранение.
Область применения
Марка ОЗЛ-6 широко применяется при работе с различными типами сталей. Это могут быть как стали с высоким содержанием хрома, так и жаростойкие стали. Наилучшего качества швов удается добиться при сварке деталей, изготовленным методом проката или литья. Швы устойчивы к агрессивной среде. Стабильно переносят температуру вплоть до 1000 градусов.
Особенности и аналоги
Есть несколько особенностей, которые нельзя назвать недостатками, но их нужно учитывать. Первая особенность — это большой расход. В сравнении с другими марками, вам понадобится на 60% больше ОЗЛ-6, чтобы наплавить одинаковое количество швов. Также учитывайте, что эти электроды склонны к залипанию и вскипанию. Необходимо тщательно подбирать силу тока под диаметр стержня. Иначе он будет сильно разбрызгиваться.
Что касается аналогов, то их можно встретить только у зарубежных производителей. В частности, у ESAB. Их марки ОК 67.15, ОК 67.60 и ОК 67.75 не схожи по составу, но используются для выполнения тех же работ, что и ОЗЛ-6. Поэтому их и называют аналогами. Также обратите внимание на марку UTP 68 24 и KOBELCO NC39. Последние отличаются крайне высоким качеством готовых швов, но при этом одни из самых дорогих на рынке.
Вместо заключения
Технические характеристики марки ОЗЛ-6 прекрасно подходят для работы с разными типами сталей и для сварки особо ответственных конструкций. Они универсальны и удобны в применении. Единственный минус — большой расход, но с этим можно смириться. А вы когда-нибудь использовали ОЗЛ-6 в своей практике? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
Особенности электродов ОЗЛ-6 и ОЗЛ-8
Плавящиеся электроды марок ОЗЛ-6 и ОЗЛ-8 качественно соединяют ручной дуговой сваркой конструкционные части заготовок, изготовленных из жаростойких сталей. Узнайте о них подробнее.
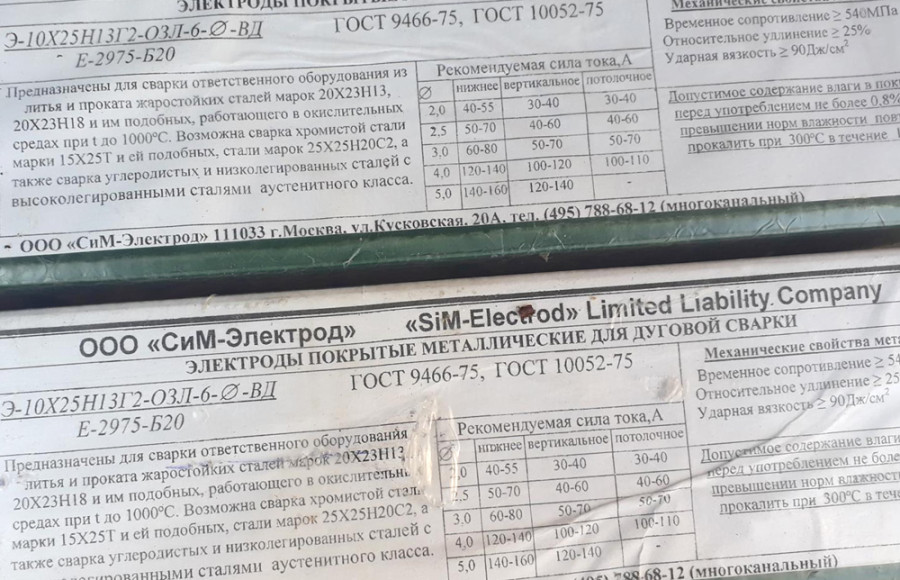
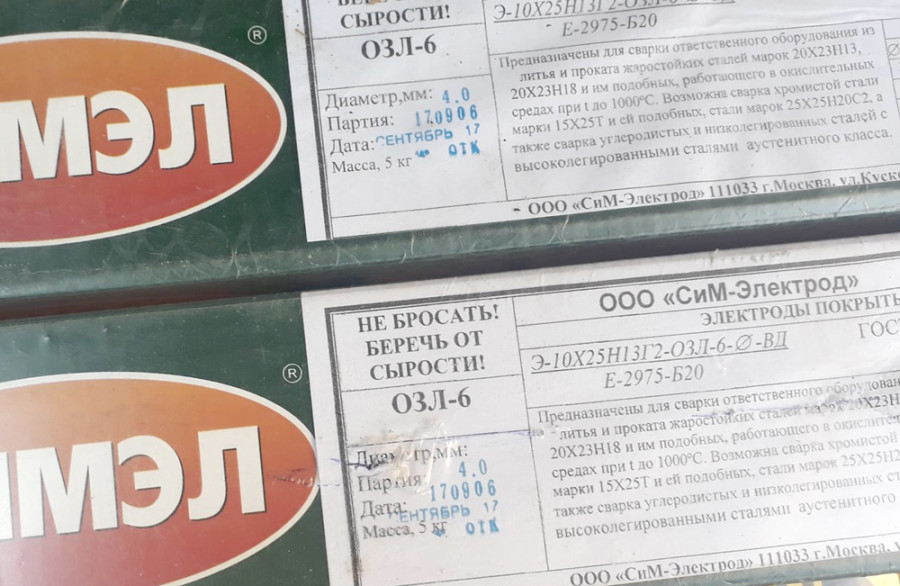
Электроды плавящегося типа марок ОЗЛ-6 и ОЗЛ-8 с основным покрытием и повышенным содержанием легирующих элементов используют при соединении ручной дуговой сваркой заготовок и деталей, изготовленных из сталей с повышенным содержанием никеля и хрома (коррозионностойких и жаростойких). С их помощью швы получаются прочными, способными противостоять воздействию межкристаллитной коррозии без провоцирующего отпуска. Выдерживают температуру рабочих сред не выше 1000 °C. При этом в полученном сварном шве содержание ферритной фазы не превышает 8 %. Указанные марки различаются по химическому составу, техническим и механическим характеристикам, диаметру, длине и весу упаковки. Электроды данного типа широко используются в строительстве, машиностроении, химической и пищевой отраслях промышленности.
Конструкция, основные характеристики
Электрод представляет собой электропроводный стержень определенного диаметра и длины из высоколегированного сплава с покрытием основного типа. Такой стержень обеспечивает необходимые свойства металлу шва. Изготавливаются отечественными производителями с учетом требований ГОСТ 9466-75, 10052-75 и соответствуют требованиям европейских и международных стандартов EN-499, ISO-3580, AWS 5.1. Поставляются в упаковках из картона весом 2,5, 3 и 5 кг.

Химический состав электродов ОЗЛ-6 и ОЗЛ-8 указан в таблице:
| Наименование элемента | Процентное содержание, не более | |
|---|---|---|
| ОЗЛ-6 | ОЗЛ-8 | |
| Углерод | 0,09 | 0,08 |
| Марганец | 1,90 | 1,30 |
| Кремний | 0,38 | 0,75 |
| Никель | 12,80 | 9,20 |
| Хром | 24,90 | 20,30 |
| Сера, не более | 0,11 | 0,10 |
| Фосфор, не более | 0,022 | 0,02 |
| Наименование | Единица измерения | Показатель в марке | |
|---|---|---|---|
| ОЗЛ-6 | ОЗЛ-8 | ||
| Производительность | кг/час | 1,6 | 1,6 |
| Коэффициент наплавки | г/А·ч | 11,6 | 13,0 |
| Расход электродов на 1 кг наплавленного металла | кг | 1,5 | 1,6 |
Размеры расходных материалов и условное обозначение в технической документации и на упаковке:
| Размеры выпускаемых электродов, мм | Условное обозначение российских производителей в технической документации и на упаковке | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Диаметр | Длина | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2,0; 2,5; 3,0; 4,0; 5,0 | 300; 350; 450 | Э-10Х25Н13Г2-ОЗЛ-6- ∅ ВД ГОСТ 9466-75 Е-2975-Б20 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Э-07Х20Н9-ОЗЛ-8- ∅ ВД ГОСТ 9366-75 Нюансы сварочного процесса
Ориентировочные режимы указаны в таблице:
Заранее благодарим тех, кто выполнял сварку электродами ОЗЛ и сможет дополнить информацию по особенностям ведения сварочного процесса. Особенности применения электродов ОЗЛ-6, их преимущества и недостатки
Электроды ОЗЛ-6 — наиболее известная марка среди профессиональных сварщиков. Они универсальны и просты в работе. Эти преимущества делают их незаменимыми как на больших предприятиях, так и при самостоятельной сварке стали. В статье пойдет речь о тех характеристиках стержней ОЗЛ-6, которые сделали их удобными для разнообразных сварочных работ. Мы расскажем, почему профессионалы выбирают эту марку, в каких областях она используется. Кроме того Вы сможете узнать, какие аналоги ОЗЛ-6 есть в наших магазинах. ОБЩИЕ СВЕДЕНИЯОЗЛ-6 — это электроды, в которых сочетается высокое качество полученных изделий и сравнительно небольшая цена самих электродов. Благодаря этому они получили широкое распространение в разных областях производства. Они позволяют добиться прочных швов высокого качества. Их основное покрытие защищает место сварочного шва (ванны) при работе с постоянным током. Полярность должна быть обратной. Сварку можно проводить в разных положениях, что обеспечивается особым составом проволоки, из которой сделан электрод. Большое разнообразие диаметров марки ОЗЛ-6 позволяет использовать нужный стержень для деталей разного размера. Используют их как опытные сварщики, так и начинающие.
Происходит это из-за того, что электрод имеет очень высокую температуру плавления и с другими сталями его использовать бывает непросто. Необходимо соблюдать особые правила применения и хранения изделий, ведь на качество сварки и прочность швов большое влияние оказывает влажность электрода. ОБЛАСТЬ ПРИМЕНЕНИЯ
ОЗЛ-6 используется при работе как со сталью с большим процентом хрома в составе, так и жаростойкими (окалиностойкими) сталями. Методы проката и литья позволяют получить швы, стойкие даже при агрессивном воздействии окружающей среды.
ОСОБЕННОСТИ И АНАЛОГИ
У электродов этой марки есть ряд особенностей, которые не стоит считать недостатками, но учитывать все же необходимо. Во-первых, их количество, нужное для сварки, по сравнению с другими марками, больше (почти на 60%). Во-вторых, необходимо очень точно выбирать силу тока, в зависимости от диаметра стержня.
Аналогами ОЗЛ-6 могут служить марки ОК 67.15, ОК 67.60 и ОК 67.75 производителя ESAB, которые можно использовать для подобных сварочных работ, хотя они и имеют другой состав. Марки UTP 68 24 и KOBELCO NC39 тоже заслуживают внимание. Качество швов при их использовании очень высокое, но и цена на порядок выше остальных. ВМЕСТО ЗАКЛЮЧЕНИЯ
Таким образом, параметры ОЗЛ-6 позволяют работать со сталями разных типов. Они могут использоваться для сварки очень точных соединений. Единственный их недостаток — большой расход — легко перекрывается их универсальностью и простотой. Сварочные электроды ОЗЛ-6
Сварочные электроды ОЗЛ-6 являются плавкими, предназначены для работ с высоколегированной сталью. Они получили широкое распространение в производственной отрасли, т.к. подходят для использования с большим количеством конструкционных сталей. Покрытие изделия позволяет отказаться от использования дополнительного флюса, ограничивая доступ кислорода в сварочную ванну. В качестве внутреннего элемента применяется проволока с легирующими компонентами в составе – Св07Х25Н13. Наибольшая эффективность обеспечивается при использовании постоянного тока и обратной полярности, положение в пространстве может быть любым. Преимуществами являются возможность использования с основными видами сталей, используемых на производстве, а также выбор оптимального диаметра для сварочных работ. Электроды ОЗЛ-6 подходят для сварки металла с высокой температурной стойкостью, что обусловлено температурой плавления изделия. Перед использованием часто прокаливают элемент, что повышает характеристики сварного шва. Он устойчив к действию температуры и огня, способен выдержать воздействие до 1000 градусов. При этом не будет проявляться кристаллическая коррозия, но хрупкость металла в месте соединения повышается. Материал шва на 2,5-10% состоит из ферритной фазы. Основным нормативным документом является ГОСТ 4266-70.
РасшифровкаВ зависимости от режима сварки выбирают оптимальный тип электрода, что гарантирует высокое качество соединения и определяет область применения. Маркировка позволяет получить информацию: Химический составСварочный электрод ОЗЛ-6 – это состав с высоким содержанием легирующих компонентов, характеризующийся высокой твердостью. В нем имеется: Углерод предназначен для связывания свободных молекул железа, что положительно сказывается на прочности. Тщательно выверенное содержание компонента позволяет обеспечить высокую твердость, но исключить хрупкость.
Кремний используется в качестве раскислителя, который выводит свободный кислород из металла. Это снижает химическую ликвацию и улучшает механические характеристики, прочность и пластичность. Марганец играет аналогичную роль, также он способен выводить серу и фосфор. Поверхность становится более однородной и ровной, устойчивой к механическим воздействиям. Хром в электродах ОЗЛ-6 применяется в качестве легирующего компонента, он обеспечивает стойкость к действию температуры, коррозии,абразивному износу, улучшает свойства металла после термообработки. Сера и фосфор являются нежелательными примесями, исключить попадание в состав которых невозможно. Они попадают из шихты и лигатур, негативно сказываясь на технических характеристиках изделия (появление трещин во время термообработки и пр.). В зависимости от концентрации элементов определяются свойства стали – твердость, устойчивость к коррозии, образование устойчивых соединений, необходимых для качественного шва.
Сфера применения электродов ОЗЛ-6Материал используется с металлами со значительным содержанием углерода, с жаропрочными сплавами, в т.ч. 25Х25Н20С2 и 20Х23Н18. Он может применяться для сварки литых и прокатных элементов, конструкций, работающих в агрессивных условиях. Сохранение рабочих характеристик обеспечивается при температуре до 1000 °С.
Подходят электроды для создания соединений сплавов с высоким и низким содержанием легирующих добавок и углерода. Технические характеристикиТехнические характеристики электродов ОЗЛ-6 включают:
Стоимость материала составляет 180 руб. за 1 кг. СортаментНа основании области применения электродов ОЗЛ-6 определяют оптимальный размер изделия: АналогиИзделия изготавливаются российскими и иностранными заводами. К зарубежным аналогам относятся: Особенности наплавкиПри создании сварного шва расходуется большое количество материала. На основании диаметра элемента определяется оптимальная сила тока, что исключает залипание, вскипание и разбрызгивание: Рекомендации по работеПри работе с данными сварочными электродами ОЗЛ-6 необходимо соблюдать следующие рекомендации:
Лучшие производителиЛучшими заводами-изготовителями являются: Иностранные аналоги ОЗЛ-6 имеют такие же характеристики, как изделия отечественного производства. Где используются электроды ОЗЛ-6Профессиональные сварщики на крупных предприятиях часто используют электроды ОЗЛ-6 при работе со сталью. Благодаря универсальности и простоте в эксплуатации покупают их и для домашних нужд. Общая информацияПри изготовлении стержня применяют легированную проволоку СВ07Х25Н13. Поэтому во время сварки предпочтительно использовать аппараты постоянного тока с обратной полярностью.
Еще одним преимуществом стала возможность получения качественного шва в любом пространственном положении. Расшифровка маркировкиЭлектроды этой марки разработаны в компании «Спецэлектрод», а маркировка дает такую информацию: Классификация и ГОСТРоссийские предприятия, выпускающие подобные изделия, работают в соответствии с ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами». Общепринятая квалификация продукции: Где применяются ОЗЛ-6Из-за своих особенностей такие расходники используются тогда, когда нужно изготовить швы и соединения низкоуглеродистых сталей, металлов с малым содержанием легирующих добавок, жаропрочных сплавов, литых и катаных конструкций, устанавливаемых в местах с агрессивной средой. Рабочие характеристики сохраняются при температурах до + 1000 °С. Режимы сваркиМетодика работы с электродами представлена в таблице:
Технические характеристикиПрименение ОЗЛ-6 связано с их техническими характеристиками:
Размерный рядНа рынке продают наиболее популярные разновидности сварочных расходников данной марки: Химический состав электродов ОЗЛ-6Свойства расходников обеспечивает химический состав обмазки, состоящий из таких компонентов: Свойства получаемого шваСоединение металлов, получаемое при сварке электродами ОЗЛ-6, обладает следующими механическими характеристиками: Особенности наплавкиОтрицательной чертой данных расходников стал высокий расход во время сварки. Создание шва фиксированной длины потребует на 60% больше электродов по сравнению с другими марками.
Для этого необходимо выполнить следующие действия: Лучшие производители электродов ОЗЛ-6Сейчас данные электроды изготавливают на следующих российских предприятиях:
Качественные аналогиПродукцию с характеристиками как у ОЗЛ-6 выпускают такие зарубежные предприятия: Привет, друзья! Меня зовут Макс, мне 16 лет, и я — | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



.jpg) Сварка электродами.
Сварка электродами.




