Стад-болты: производители, виды и характеристики
Стад-болты (приварные упоры) –точечные крепежные элементы типа анкер, состоящие из арматуры периодического профиля или стального стержня, один конец которого приваривается к закладным пластинами балки или верхнему поясу.
Чтобы заказать стад-болты, обратитесь к нашим менеджерам по телефону +7 (812) 339-54-70 или заполните заявку в разделе Контакты.
Мы готовы уже сейчас собрать ваш заказ!
Описание
При использовании стад-болтов в строительстве железобетонных и каркасных конструкций, а также зданий их задача заключается в обеспечении совместной работы несущих балок. Нередко стад-болты Koster, Nelson и других популярных производителей применяются при возведении профилированного настила из стали на металлических опорах. В этом и большинстве других случаев крепеж приваривается к каждой балке.
Материалом для изготовления стад-болтов может служить сталь нержавеющая или с никелевым/цинковым/медным покрытием, а также из латуни, алюминия и цветных металлов. При соответствии международным стандартам ISO такой крепеж допустимо использовать даже в на тех объектах, которые предъявляют самые высокие требования по экологичности и безопасности соединений. Один из ключевых стандартов, по которым оценивают стад-болты- ISO 13918.
Применение
Приварные анкерные болты находят широкое применение в ряде промышленных и производственных отраслей:
Одними из наиболее распространенных и востребованных вариантов являются стад-болты SD1 и SD2. Это болты дуговой сварки размером M16-M25, выпускаемые в соответствии со стандартом ISO 13918.
Стад-болты SD1
Стад-болты или шпильки типа SD для электродуговой сварки применяются в строительстве высотных зданий, мостостроений, ограждающих конструкций для субъектов ядерной промышленности. Они отличаются высокой прочностью, как на срез, так и на разрыв, поэтому образуют очень прочный и долговечный крепеж между бетоном и сталью. Высокая пластичность также служит повышенной несущей способности конструкций на стад-болтах SD1.
Лучшие производители
Nelson
Стад-болты Nelson – это продукция украинского производителя, который работает на рынке СССР и СНГ уже более полувека. За это время производитель заслужил широкое признание, поэтому его крепеж используют при реализации самых масштабных проектов: дорожных развязок, торговых центров, многоэтажных зданий на металлическом каркасе, объектов промышленной и городской инфраструктуры.
Характеристики стад-болтов Nelson:
Опасность продавливания «тонких» перекрытий в зоне опирания на колонны является серьёзной проблемой. Механизм продавливания перекрытия связан с образованием наклонных трещин начинающихся от нижнего контура опоры и распространяющихся до верхнего ряда растянутой рабочей арматуры.  Предотвращение продавливания перекрытия вдоль наклонных трещин вследствии перенапряжений в зоне передачи сил от перекрытия на колонну требует выполнения усилений колонн (балочных, грибообразных) или сложного армирования.
Предотвращение продавливания перекрытия вдоль наклонных трещин вследствии перенапряжений в зоне передачи сил от перекрытия на колонну требует выполнения усилений колонн (балочных, грибообразных) или сложного армирования.
Выполнение этих мероприятий связано с дополнительными затратами на проектирование и изготовление опалубки, арматуры.
Получение «тонких» перекрытий благодаря применению поперечной арматуры открывает дополнительные возможности:
• Полная творческая свобода для заказчиков и архитекторов
• Возможность без проблем «перекраивать» помещения этажей в зависимости от изменяющихся целей их использования.
• Меньший общий объём зданий, обусловленный меньшей (по сравнению с другими типами) толщиной плоского перекрытия при большей несущей способности.
• Простая опалубка, лежащая только в одной плоскости
• Лёгкость проведения трубопроводов/коммуникаций под потолками, у колонн.
Анкеры поперечной арматуры JDA

Расположение поперечной арматуры против продавливания перекрытий 
Количество, диаметр стержней поперечной арматуры определяется расчётом. С помощью программного обеспечения можно рассчитать параметры и расположение поперечной арматуры JDA, которая располагаются «звездой» относительно колонны.
Монтаж поперечной арматуры JDA
 Важное преимущество этих изделий: анкеры поперечной арматуры можно устанавливать как вниз, так и вверх обращённой монтажной полосой.
Важное преимущество этих изделий: анкеры поперечной арматуры можно устанавливать как вниз, так и вверх обращённой монтажной полосой.
Возможен вариант закрепления поперечной арматуры JDA на опалубку до укладки рабочей арматуры перекрытия. В этом случае стальную монтажную полосу прибивают гвоздями к опалубке. Способ монтажа с монтажной полосой снизу используют, как правило, при изготовлении так называемых «элементных» перекрытий.
Сторона арматурной конструкции JDA с неравномерно зафиксированными на монтажной полосе арматурными стержнями, которая должна быть обращена к колонне, маркирована краской.
При любом варианте монтажа необходимо соблюсти главное условие эффективного применения поперечной арматуры JDA: «охватывание»/соединение уширениями арматурных горизонтальных стержней верхней и нижней арматуры перекрытия.
Стат болты что это
СТО 0047-2005
(02494680, 17523759)
ПЕРЕКРЫТИЯ СТАЛЕЖЕЛЕЗОБЕТОННЫЕ С МОНОЛИТНОЙ ПЛИТОЙ ПО СТАЛЬНОМУ ПРОФИЛИРОВАННОМУ НАСТИЛУ
Расчет и проектирование
Дата введения 2005-05-10
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ:
Приказом ЗАО «ЦНИИПСК им. Мельникова» от 25 апреля 2005 г. N 75;
Приказом ЗАО «Хилти Дистрибьюшн Лтд» от 19 апреля 2005 г. N 02-04/Gen
1 РАЗРАБОТАН лабораторией холодноформованных профилей и конструкций ЗАО «ЦНИИПСК им. Мельникова» и ЗАО «Хилти Дистрибьюшн Лтд»
2 ВНЕСЕН организациями-разработчиками стандарта
3 ПРИНЯТ на Научно-техническом совете Центрального научно-исследовательского и проектного института строительных металлоконструкций (ЗАО «ЦНИИПСК им. Мельникова») 23 декабря 2004 г.
5 Разработка, согласование, утверждение, издание (тиражирование), изменение или пересмотр и отмена настоящего стандарта производится организациями-разработчиками
Настоящий стандарт разработан в соответствии с Федеральным законом «О техническом регулировании» N 184-ФЗ и предназначен для разработчиков стандарта и организаций, разрабатывающих проектную и иную документацию при строительстве сталежелезобетонных перекрытий с монолитной плитой по стальному профилированному настилу.
Стандарт может применяться организациями, выполняющими работы в области установленной стандартом, если эти организации имеют сертификаты соответствия, выданные Органом по сертификации в системе добровольной сертификации, созданной организациями разработчиками стандарта. Организации разработчики не несут никакой ответственности за использование данного стандарта организациями, не имеющими сертификатов соответствия.
Сталежелезобетонные перекрытия со стальными балками и монолитной плитой по стальным оцинкованным профилированным настилам рекомендуется применять при возведении и реконструкции многоэтажных и малоэтажных промышленных, гражданских и общественных зданиях, открытых промышленных этажерках, транспортных галереях и т.п.
Применение сталежелезобетонных перекрытий с монолитной плитой по стальным оцинкованным профилированным настилам дает следующие преимущества:
— снижение расхода стали на 15% на балки;
— сокращение трудозатрат при строительстве на 25-40% по сравнению с традиционными монолитными перекрытиями (со стержневой арматурой);
— сокращение сроков строительства на 25%;
— уменьшение массы перекрытия на 30-50% по сравнению с железобетонными перекрытиями традиционной конструкции;
— уменьшению строительной высоты на 10%;
— увеличение жесткости перекрытий здания при действии горизонтальных нагрузок;
— размещение коммуникаций в гофрах профилированного настила перекрытия;
— отсутствие деревянной опалубки;
— повышение безопасности труда и пожарной безопасности на стадии монтажа.
При разработке настоящего стандарта использовались материалы института ЦНИИПСК им. Мельникова, ранее выполненные под руководством д.т.н., профессора Н.Н.Стрелецкого и материалы НИИЖБ, выполненные д.т.н. Васильевым А.П. и к.т.н. Горшковой В.М.
Замечания и предложения по дополнениям и изменениям настоящего стандарта направлять по адресу: 117997, Москва, ул.Архитектора Власова, 49, ЗАО «ЦНИИПСК им. Мельникова», факс: 960-22-77.
E-mail: ois@stako.ru. телефон для справок: (095) 128-57-62.
1 Область применения
— требования к применяемым строительным материалам: монолитному бетону и стальному профилированному листу;
— требования к сцеплению бетона с профилированным настилом, работающим как внешняя арматура плиты;
— требования к анкерным упорам, обеспечивающим совместную работу балок и плиты;
— требования к соединениям профилированного настила;
— требования к огнестойкости конструкции;
— требования коррозионной защиты стального профилированного настила;
— требования к бетонированию и монтажу перекрытия.
2 Нормативные ссылки
В настоящем СТО использованы ссылки на следующие нормативные документы:
ГОСТ 380-94* Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050-88 Прокат сортовой калиброванный, со специальной отделкой из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 14918-80 Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 24045-94 Профили стальные листовые гнутые с трапециевидными гофрами для строительства. Технические условия
ГОСТ Р 52246-2004 Прокат листовой горячеоцинкованный. Технические условия
СНиП 2.03.11-85 Защита строительных конструкций от коррозии, Москва, 1986
СНиП II-23-81* Стальные конструкции, Москва, 2000
СНиП 21-01-97* Пожарная безопасность зданий и сооружений, Москва, 2001
СНиП 52-01-2003 Бетонные и железобетонные конструкции, Москва, 2004
3 Термины и определения
В настоящем СТО применены следующие термины и определения:
3.1 стандарт организации; СТО: Стандарт, утвержденный и применяемый организацией для разработки проектной или иной документации на реконструкцию и строительство.
3.2 сталежелезобетонные перекрытия: Перекрытия со стальными балками и монолитной железобетонной плитой по ним;
3.3 стальной профилированный настил: Соединенные между собой стальные гофрированные листы из оцинкованной стали, выполняющие функции несъемной опалубки и внешней рабочей арматуры монолитной плиты;
3.4 комбинированная балка: Стальная балка, работающая совместно с монолитной железобетонной плитой, за счет анкерных упоров, установленных по верхнему поясу балки;
3.5 анкерный упор: Стальной холодноформованный уголок фирмы «Хилти», закрепленный к стальной балке с помощью дюбелей;
3.6 стад-болт: Анкер в виде калиброванного стального стержня или арматуры периодического профиля, приваренных одним концом к верхнему поясу балки;
3.7 полное соединение в комбинированной балке: Соединение монолитной плиты и балки, в котором расчетное сдвигающее усилие воспринимается полностью необходимым количеством анкеров;
3.8 неполное соединение в комбинированной балке: Соединение монолитной плиты и балки, в котором установленное количество анкеров не обеспечивает восприятие расчетного сдвигающего усилия;
3.9 дюбель: Стальной гвоздь для пристрелки профилированного настила и анкерных упоров к балке по технологии «Хилти»;
3.10 самонарезающий винт: Самосверлящий стальной винт для крепления профилированного настила к балке на стадии монтажа.
4 Общие положения
4.1 Оцинкованный стальной настил применяется в качестве несъемной опалубки, и может быть использован как внешняя рабочая арматура плиты. Профилированный настил располагается в плите по однопролетной или неразрезной схеме.
4.2 Допускается сталежелезобетонные перекрытия применять при следующих условиях:
— неагрессивная и слабоагрессивная среда;
— влажностный режим не более 75%;
— температура не выше +30°;
— бетонные смеси без добавления хлористого калия или других хлоридов;
— морозостойкость применяемого бетона принимается по пункту 2.9 СНиП 2.03.01-84*. Бетонные и железобетонные конструкции;
— при динамическом воздействии с коэффициентом асимметрии цикла не менее 0,7;
— предел огнестойкости перекрытия не менее RE 30 без дополнительной зашиты профилированного настила. Для повышения огнестойкости перекрытия применяются защитные покрытия или спринклерные установки в соответствии с требованиями ВНИИПО МВД РФ.
5 Материалы
5.3 Арматура применяется из стержней периодического профиля класса А-III и проволоки класса Вр.
5.4 Стальные балки, на которые опирается монолитная плита, изготавливают из прокатных или составных профилей.
6 Конструктивные требования
6.1 Стальной профилированный настил, применяемый в качестве рабочей арматуры плиты, должен иметь надежное сцепление с бетоном, что обеспечивается местным локальным выштамповками и рифами, наносимыми при прокатке профилированного настила или специальными анкерами.
6.2 Минимальную толщину бетона над профилированным настилом рекомендуется применять 30 мм, а при отсутствии бетонной стяжки пола не менее 50 мм, над верхним концом анкерного упора не менее 20 мм или 1,3 диаметра вертикального опорного анкера.
6.3 Профилированные листы настила соединяются между собой по продольным краям внахлест крайними полками с помощью комбинированных заклепок или самосверлящих винтов фирмы «Хилти» с шагом не более 500 мм (см. СТО 0043-2005).
6.4 Настил крепится к балкам самонарезающими винтами или дюбелями фирмы «Хилти» в каждом гофре на крайних опорах и через гофр в промежуточных (см. СТО 0043-2005).
Строительство с применением стад-болтов

Строительство с применением технологии по приварке стад-болтов
(АНКЕРНЫХ УПОРОВ, ШПИЛЕК-УПОРОВ типа SD)
Представляем Вашему вниманию одно из новых направлений нашей компании – это устройство монолитных перекрытий, зданий и сооружений по несъемной опалубке из профлиста с применением технологии по приварке стад-болтов.
ОПИСАНИЕ
В мировой практике строительства для обеспечения совместной работы стальных балок и монолитной плиты в перекрытиях композитной конструкции используются анкерные стержневые упоры (стад-болты), в основном импортного производства системы KOCO или Nelson.
ОАО «Северсталь-метиз» разработал ГОСТ Р 55738-2013 «Шпильки и керамические кольца для сварки», включающий шпильки-упоры в виде круглых стержней с головкой, которые могут использоваться в качестве стад-болтов, в сталежелезобетонных перекрытиях с монолитной плитой. Производство и поставка шпилек-упоров, по этому ГОСТ освоено филиалом ООО «ОСПАЗ», ОАО «Северсталь-метиз» и ООО «Стальмостдеталь». Мы используем шпильки-упоры производства ОАО «Северсталь-метиз». Компания провела соответствующие испытания. Где с уверенностью можно сказать, что шпильки-упоры отвечают абсолютно всем требованиям.
Технология по приварке гибких упоров используется в мире более 70лет, а в России приварка шпилек-упоров начала применяться с 2001года. Именно данная технология даёт возможность внедрения различных решений для проектировщиков.
Сфера применения очень широка от строительства парковок до торговых зданий.
Один из наших последних объектов с применением приварки стад-болтов это строительство паркинга в г.Тюмень.

Стад-болты привариваются по всем балкам, служащим опорами стального профилированного настила. Число стад-болтов определяется из расчета перекрытия и применяется не менее одного в каждом гофре по концам профилированного настила и не менее одного через два гофра на промежуточных опорах при непрерывности на них настила, если иное не оговорено проектом.
ПРЕИМУЩЕСТВА ПРИ ИСПОЛЬЗОВАНИИ АНКЕРНЫХ УПОРОВ В СТРОИТЕЛЬСТВЕ:
КОНТРОЛЬ КАЧЕСТВА УСТАНОВКИ ШПИЛЕК-УПОРОВ
Контроль качества установки шпилек-упоров на стальных балках или закладных пластинах осуществляется в соответствии со стандартом ISO 14555 и включает внешний осмотр сварного шва, механические испытания на растяжение и изгиб.
Сварной шов должен быть чистым, при средней высоте катета 3-4 мм по периметру стержня и не иметь пор.
Механические испытания включают проверку прочности сварного шва при изгибе упора и растяжении (отрыве).
Мы предлагаем услуги по строительству зданий и сооружений с применением высокопроизводительной технологии крепления крепежа. У нас собственное оборудование по приварке стад-болтов. Это немецкий аппарат KOCO. А также в нашем штате есть высокопрофессиональные специалисты по данному направлению. Обратитесь за предварительным расчетом в офис ЗМК «Топаз» и Вы убедитесь в реальной экономии!
Преимущества, характеристики и критерии выбора высокопрочных болтов, винтов и шпилек
Высокопрочные болты, винты и шпильки при небольших габаритах способны обеспечить разъемное соединение, не уступающее по прочности сварному и превосходящее заклепочное. Интенсивно эксплуатируемая техника или массивные строительные металлоконструкции требуют применения именно высокопрочного крепежа. Стремление снизить расходы и использовать в ответственных узлах крепления низкопрочные детали может привести к быстрому разрушению конструкций или выходу из строя механизмов.
Перед внедрением высокопрочного крепежа в той или иной проект проектировщики производят точный расчет болтовых соединений с учетом силовой нагрузки на метизы и их прочностных характеристик. К сожалению, в отечественной промышленности объем использования высокопрочных крепежных изделий меньше, чем в развитых зарубежных странах. Это связано с отсутствием достаточной информации о преимуществах и эффективности их применения, а также технической литературы и справочных данных для их практического использования.
Создание долговечной выносливой техники также невозможно без особо прочного крепежа. К сожалению, но факт, что наши автомобили часто не выдерживают даже гарантийного срока эксплуатации из-за крепежных деталей низкой прочности, чего не скажешь об автомобильном парке немецкого, японского, французского, американского производства. Но ситуация в нашей стране постепенно налаживается не только за счет импорта высокопрочного крепежа, но и из-за того, что многие отечественные метизные заводы налаживают его выпуск по российским и европейским стандартам.

В чем отличие высокопрочного крепежа от обычного?
Главное отличие от метизов общего назначения заключается в особых физико-механических свойствах высокопрочного крепежа, которые дают ему возможность воспринимать более тяжелую нагрузку. К примеру, болт высокого класса прочности 12.9 разорвется при нагрузке 1200 Н/мм², а аналогичный по диаметру низкого класса 4.8 – при 420 Н/мм², то есть при нагрузке в 2.7 раза меньшей.

Высокопрочный винт ISO 7380-1 класса прочности 10.9
Помимо колоссальной стойкости к повышенным нагрузкам, крепеж высокого класса прочности дает еще целый ряд преимуществ:
Преимущества перед сварочным соединением:
Преимущества перед заклепочным соединением:
Сегодня при возведении металлоконструкций на смену заклепкам пришли высокопрочные болткомплекты, которые более выносливы переменным нагрузкам за счет равномерного распределения напряжения по сечению болтового соединения. К тому же в отличие от заклепок они могут быть легко заменены в случае износа, дают возможность сборки/разборки конструкции, могут использоваться многократно, что облегчают ремонт оборудования.
Высокие классы прочности и их расшифровка

Согласно международной классификации резьбовых метизов, к высокопрочным болтам, винтам, шпилькам относятся изделия, имеющие цифровую маркировку классов прочности 8.8, 9.8, 10.9, 12.9, а к сверхпрочным – 14.9. Это важнейшая из характеристик, которая обязательно учитывается в любом проекте. Чем выше эти значения, тем прочнее, выносливее, качественнее и соответственно дороже метиз.
Первая цифра указывает на предельную нагрузку на растяжение, при которой крепеж разорвется. Эта величина называется пределом прочности на разрыв, определяется как одна сотая от номинального временного сопротивления, выражается в МПа или Н/мм².
Например, для болта 10.9 она равняется: 10 / 0,01 = 1000 МПа (Н/мм²).
Вторая цифра говорит нам о напряжении, при котором крепеж необратимо деформируется при изгибе, а называется этот параметр – предел текучести. Определяется умножением первой цифры на вторую и на 10.
Например, для того же болта 10.9 он равен: 10х9х10 = 900 МПа (Н/мм²).
При расчете соединения для заданной нагрузки значение предела текучести умножают на коэффициент 1/2 или 1/3 для обеспечения 2-х или 3-кратного прочностного запаса.
Марки сталей и особенности изготовления крепежа высокой прочности
Крепежные изделия классов от 8.8 до 14.9, включая болты для автомобильной промышленности, производятся из конструкционных среднеуглеродистых сталей, легированных упрочняющими добавками. Эксплуатационные свойства крепежа определяются двумя факторами:

Самые популярные марки: 35, 40, 40Х Селект, 38ХА, 30ХГСА, 35ХГСА, 40ХН2МА, 38ХГНМ. Реже используют слаболегированные борсодержащие стали марок 12Г1Р, 20Г2Р, 30-35Г1Р. Стали, легированные бором, обладают благоприятным сочетанием прочностных и пластических свойств, но из-за некоторых технологических трудностей при их выплавке, их внедрение в метизное производство сдерживается.
Исходное сырье поступает на производство в виде стержней или проволоки. Болты формируют методом холодной штамповки под давлением на высадочных автоматах, затем на них наносят резьбу на накатных автоматах. Для придания готовым изделиям высоких прочностных характеристик, эксплуатационной надежности и устранения хрупкости их подвергают термическому упрочнению путем нагревания в закалочной печи и последующему отпуску (охлаждению).
Таблица 1. Марки сталей, рекомендованные для изготовления болтов, винтов, шпилек высоких классов прочности.
| Класс прочности | 8.8 | 10.9 | 12.9 |
| Марка стали | Ст.35, Ст.35Х, Ст.38ХА, Ст.40Х, Ст.20Г2Р | Ст.35Х, Ст.38ХА, Ст.45Г, Ст.40Г2, СТ.40Х, Ст.40Х Селект Ст.30ХГСА, Ст.35ХГСА | Ст.30ХГСА, Ст.35ХГСА, Ст.40ХНМА |
| Граница прочности, МПа | 800. 830 | 1000. 1040 | 1200. 1220 |
| Граница текучести, МПа | 640. 660 | 900. 940 | 1080. 1100 |
| Твердость по Бринеллю, НВ | 242. 318 | 304. 361 | 366. 414 |
Стандарты ГОСТ и DIN на высокопрочный крепеж
Сегодня “высокопрочка” поступает на рынок от отечественных, европейских и азиатских производителей. И если качество китайского крепежа вызывает недоверие у потребителей, то российский и европейский продукт пользуется большим спросом. Во многих зарубежных нормативах DIN, EN прописано использование болткомплектов (болт, гайка, шайба в сборе) от одного производителя. В наших документах нет таких правил. Нет в них и требований по виду защитного покрытия, тогда как европейские метизы оцинковываются, как правило, горячим методом.
Таблица 2. Стандарты на высокопрочный крепеж в России и Европе.
| Национальные стандарты РФ | Европейские стандарты |
| ГОСТ Р 52643-2006 Общие технические условия | DIN EN 14399-1:2006 Общие требования |
| ГОСТ Р 52644-2006 (ИСО 7411:1987) Болты | DIN EN 14399-2:2006 Проверка пригодности к предварительным натяжениям |
| ГОСТ Р 52645-2006 (ИСО 4775:1984) Гайки | DIN EN 14399-4:2006 Гарнитуры из болтов и гаек. Система HV |
| ГОСТ Р 52646-2006 (ИСО 7415:1984) Шайбы | DIN EN 14399-5:2006 Шайбы |
| DIN EN 14399-6:2006 Шайбы с фаской |
Основные виды высокопрочных болтов, винтов и шпилек, используемые в России строительными компаниями и машиностроительными предприятиями:
Перечисленные стандарты распространяются на шестигранные болты высокой прочности (БВП), разработанные для использования при монтаже строительных металлоконструкций из стали, а также в мостостроении и тяжелом машиностроении для создания высоконагруженных соединений. Размерный ряд ограничен диаметрами М16 – М48. Выпускаются в климатическом исполнении «У» и «ХЛ»
Стандарты на БВП с нормальной шестигранной головкой, полной и неполной резьбой, используемые для скрепления деталей и элементов конструкций в автомобилестроении, других производственных и строительных областях. Имеют широкий диапазон диаметров от М3 до М64. Выпускаются без покрытия или оцинкованными разными способами (гальваническим, термодиффузионным, горячим). Аналоги с мелкой резьбой – DIN 960, DIN 961.
По данным стандартам изготавливаются винты с внутренним шестигранником и головкой в форме цилиндра, которые используются в самых разных отраслях промышленности. Винты DIN, ISO имеют более длинный перечень размеров, выпускаются только в высоких классах прочности 8.8, 10.9, 12.9, тогда как ГОСТ допускает их изготовление и низких классов, но ограниченного диаметра от М3 до М36.
Настоящие стандарты описывают требования к откидным винтам (болтам) с ушком и метрической резьбой диаметром от М5 до М36, которые применяются в станочных приспособлениях, в качестве детали соединения в машиностроении или совместно со строительными анкерами с внутренней резьбой.
Данные стандарты регламентируют размеры, длину, шаг и тип резьбы резьбовых шпилек (штанг). К высокопрочным относят шпильки с границей прочности 800…1200 Нм. Они имеют фиксированную длину 1000 или 2000 мм, диаметр от М4 до М48. Применяются в машиностроении, строительной отрасли, при монтаже кабельно-трубных эстакад.
Все вышеперечисленные метизы изготавливаются в черном исполнении (под покраску) и оцинкованном различными способами.
Усилие затяжки высокопрочных болтов

При установке БВП следует учитывать характер монтажного соединения: сдвигоустойчивое (фрикционное) или с несущими болтами. В первом случае соединение затягивается до требуемой (проектной) величины динамометрическими ключами для обеспечения сил трения между соединяемыми элементами. Момент затяжки – это усилие, приложенное к гайке или головке винта и создающее в теле метиза контролируемое усилие натяжения. Расчетные значения момента закручивания и усилия предварительной затяжки болтов сведены в специальные справочные таблицы.
Таблица 3. Нормы затяжки болтов (коэффициент трения 0,14)
| Диаметр резьбы, мм | Шаг резьбы, Р | Площадь сечения As, мм | Усилие предварительной затяжки Q, кН | Крутящий момент Мкр, кН | ||||
| 8.8 | 10.9 | 12.9 | 8.8 | 10.9 | 12.9 | |||
| М4 | 0,7 | 8,78 | 4,3 | 6,3 | 7,4 | 3,3 | 4,8 | 5,6 |
| М5 | 0,8 | 14,2 | 7 | 10,3 | 12 | 6,5 | 9,5 | 11,2 |
| М6 | 1 | 20,1 | 9,9 | 14,5 | 17 | 11,3 | 16,5 | 19,3 |
| М8 | 1,25 | 36,6 | 8,1 | 26,6 | 31,1 | 27,3 | 40,1 | 46,9 |
| М10 | 1,5 | 58 | 28,8 | 42,2 | 49,4 | 54 | 79 | 93 |
| М12 | 1,75 | 84,3 | 41,9 | 61,5 | 72 | 93 | 137 | 160 |
| М14 | 2 | 115 | 57,5 | 84,4 | 98,8 | 148 | 218 | 155 |
| М16 | 2 | 157 | 78,8 | 115,7 | 135,4 | 230 | 338 | 395 |
| М18 | 2,5 | 193 | 99 | 141 | 165 | 329 | 469 | 549 |
| М20 | 2,5 | 245 | 127 | 181 | 212 | 464 | 661 | 773 |
| М22 | 2,5 | 303 | 158 | 225 | 264 | 634 | 904 | 1057 |
| М24 | 3 | 353 | 183 | 260 | 305 | 798 | 1136 | 1329 |
| М27 | 3 | 459 | 240 | 342 | 400 | 1176 | 1674 | 1959 |
| М30 | 3,5 | 561 | 292 | 416 | 487 | 1597 | 2274 | 2662 |
| М33 | 3,5 | 694 | 363 | 517 | 605 | 2161 | 3078 | 3601 |
| М36 | 4 | 817 | 427 | 608 | 711 | 2778 | 3957 | 4631 |
| М39 | 4 | 976 | 512 | 729 | 853 | 3597 | 5123 | 5994 |
Где и как маркируется прочность на изделии?

Маркировка высокопрочных болтов
Требования к обозначению прочности болтов, винтов, шпилек прописаны в ГОСТ 1759.0-87 (для диаметров до 48 мм) и ГОСТ 18126-94 (для диаметров от 48 мм). Знаки маркировки хорошо читаются на метизах, поэтому потребитель может легко определить класс прочности крепежа, с которым имеет дело.
Болты с шестигранными головками, винты с цилиндрическими головками под внутренний шестигранник и резьбовые шпильки маркируются по прочности цифровым кодом 8.8, 10.9, 12.9, 14.9 (с разделительной точкой или без нее), а шестигранные гайки – 9, 10, 12, 14. Это нестираемые выпуклые или углубленные клейма, нанесенные на головку болтов сбоку или сверху.
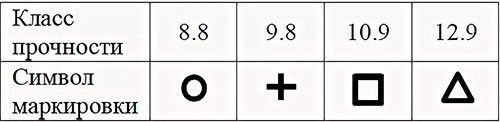
Маркировка классов прочности на крепеже малых диаметров может выполняться по системе циферблата.
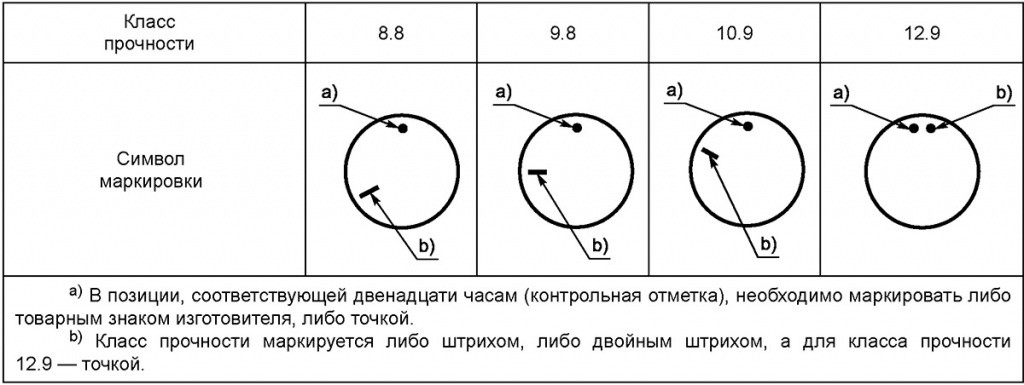
Таблица 4. Циферблатная маркировка прочности болтов
Классы прочности шпилек отображаются, как правило, на их торцевой поверхности. Если шпилька имеет неполную резьбу, то цифровой код может быть нанесен на ее гладкую часть. Для шпилек также может применяться маркировка цветом (желтый для класса 8.8, белый для 10.9) или условными обозначением, нанесенным на торец:
Маркировка высокопрочных шпилек
Критерии выбора высокопрочного крепежа
Высокопрочные болты, винты и шпильки – это особый вид метизов, на которые возлагается большая ответственность за надежность и долговечность автомобилей, станков, грузоподъемной техники, мостов, эстакад, портовых сооружений, спортивных арен, других масштабных строительных объектов. Компания «Крепком» сотрудничает только с ответственными производителями, на предприятиях которых исследуется состав поступающего сырья, а каждая партия готового крепежа проходит испытания, установленные действующими стандартами. Кроме того, в собственной лаборатории «Крепком» осуществляется входной контроль поступающей продукции на соответствие стандартным прочностным показателям.


