Какие бывают типы краскопультов?
Среди способов нанесения лакокрасочных материалов (контактный, распыление, окунание, облив, лаконалив, экструзия) – распыление наиболее широко распространённый, не только в секторе «сделай сам» (DIY) и отрасли авторемонта (ART), но и в автомобильной промышленности (OEM).
Распыление – это метод переноса жидких лакокрасочных материалов (ЛКМ) на окрашиваемую поверхность в виде аэрозоля. Различают несколько способов распыления: воздушный, безвоздушный, комбинированный и в электростатическом поле.
Мы, прежде всего, будем говорить о воздушном распылении, процесс которого, в свою очередь делится на два этапа: разбивка ЛКМ и формирование формы факела. Этот процесс, обеспечивает высокую скорость и качество работ, а стремление снизить непродуктивный расход материала, улучшить декоративные качества получаемого лакокрасочного покрытия, в свою очередь, приводят к появлению новых, более совершенных технологий распыления, нового, более совершенного, экологичного и экономичного оборудования.Величина давления сжатого воздуха в распыляющей головке, определяет тип окрасочной системы, основными из которых являются:
1. CONV – конвенциональная система – распыление производится при высоком давлении сжатого воздуха в распыляющей головке 2-3 бар;
2. HVLP (High Volume / Low Pressure – большой объем / низкое давление) – распыление производится при низком давлении в распыляющей головке: 0,7 бар;
3. Оптимизированные системы распыления:
Общим, для этих типов окрасочных систем, является то, что сжатый воздух, проходя через распыляющую головку окрасочного пистолета, формирует окрасочный факел, до мельчайших капель разбивая ЛКМ и образуя воздушно-капельную дисперсию (аэрозоль).
Аэрозоль, в составе факела, переносится на окрашиваемую поверхность и осаждается на нее, тем самым, создавая лакокрасочное покрытие.При этом следует учитывать, что большинство микрокапель не долетают до окрашиваемой поверхности, а образуя окрасочный туман, оседают, где то за её пределами, приводя, к значительному увеличению непродуктивного расхода ЛКМ. Поэтому, основным направлением совершенствования пневматического окрасочного оборудования является повышение коэффициента переноса ЛКМ на поверхность. От этого зависит не только экономичность подобного метода окраски, но и экологичность процесса, т.к. работы ведутся синтетическими сольвентными красками с высоким содержанием растворителей.
А началось все в России, где первый воздушный распылитель был изобретен в конце XIX века.
Июньским вечером 1893 года, Наум Рович, руководитель одной из текстильных мануфактур, продемонстрировал владельцу мануфактуры, известному русскому промышленнику, Савве Морозову громоздкое устройство, выполненное из листовой оцинкованной стали посредством гнутья и пайки…
Изначально, приспособление предназначалось для увлажнения тканого полотна перед нанесением красителя. Уже спустя пару месяцев такими устройствами были оснащены все Морозовские мануфактуры, а еще через полгода их стали применять и для нанесения красителя на ткань через трафарет.
Но сам принцип пневматического распыления, в 1888 году, разработал скромный врач-отоларинголог из штата Огайо, Аллен Девилбис. Знакомый с основными постулатами гидро- и аэродинамики, он впервые применил этот принцип для более эффективного лечения пациентов жидкими лекарствами.
Его сын, Томас, нашел новое применение изобретению отца, при этом в значительной степени усовершенствовав ингалятор, использовавшийся исключительно в медицинских целях. Так в 1907 г. появился первый ручной краскопульт, который как нельзя лучше подходил для начавшей успешно развиваться новой отрасли промышленности – автомобилестроения. С его помощью значительно повысилась эффективность процесса окраски. Качество получаемого лакокрасочного покрытия, как с декоративной, так и с прикладной точки зрения (износостойкость, прочность и т.д.) стало, по оценкам современников, значительно лучше.
Рассмотрим подробнее три основные системы пневматического нанесения ЛКМ.
Конвенциональная система.
Довольно долгое время, на протяжении почти всего XX века, пневматические окрасочные пистолеты были представлены краскопультами высокого давления конвенционального типа, с входным давлением примерно 3-4 бар.
Эти окрасочные пистолеты характеризовались незначительным потреблением сжатого воздуха, хорошим качеством распыления лакокрасочного материала и однородностью окрасочного факела, обеспечивая хороший распыл, о котором до сих пор с умилением вспоминают маляры старшего поколения.
Любой компрессор, помимо основной характеристики – выходного давления, имеет еще одну, и очень важную, которую обязательно надо учитывать при выборе оборудования – это производительность, т. е. способность прокачивать через себя определенное количество сжатого воздуха.
Пистолеты высокого давления конвенционального типа предъявляли очень скромные требования к производительности компрессора, что устраивало как самих маляров, так и хозяев автосервисных предприятий, поскольку для их продуктивной и стабильной работы требовалось мало сжатого воздуха (примерно 300 л. в минуту), а, следовательно, и не особенно мощные компрессоры.
Но краскопульты конвенционального типа имеют один существенный недостаток: невысокий коэффициент переноса ЛКМ, в среднем 30-35% (хотя, в зависимости от амбиций производителей подобного оборудования, заявляемые характеристики иной раз доходили и до 45%, но в любом случае это очень мало).
Для увеличения коэффициент переноса, в краскопульт подаётся воздух высокого давления. Это, в свою очередь, породило противоположный эффект: капельки лакокрасочного материала, под большим давлением вылетают из сопла пистолета и с высокой скоростью, ударяются об окрашиваемую поверхность, отскакивают от нее, увеличивая непродуктивный опыл.
Да и конструкция воздушной головки имеет недостатки, влияющие на эффективность работы.
Два этих фактора и приводят к значительным потерям лакокрасочного материала при окраске.
Им стал приборсистемы HVLP распыляющий лакокрасочный материал при давлении, примерно, 0,7 бар на выходе из краскопульта.Внутреннее устройство окрасочного пистолета таково, что если мы при помощи манометра, на входе выставим рабочее давление 2 бар, то на выходе гарантированно получим 0,7 бар (при условии исправности окрасочного краскопульта).
За счёт низкого давления сжатого воздуха, достигается высокий коэффициент переноса лакокрасочного материала на окрашиваемую поверхность (от 60 до 70%), а также, формируется однородный факел.
Уменьшить давление воздуха в распыляющей головке, удалось за счет изменения её конструкции. Выходные отверстия стали гораздо больше, чем у конвенциональных пистолетов высокого давления, да и диаметр самих воздушных каналов внутри пистолета увеличился.Но увеличение коэффициента переноса увеличило и риск образования подтеков. Поэтому при работе с оборудованием данного типа надо четко следовать рекомендациям производителя.
Правильная и эффективная работа этих фильтров крайне важна, т.к. окрасочные пистолеты системы HVLP чувствительны к перепадам давления, которые, сильно влияют на однородность факела и, соответственно, на результат окраски.
Также, краскораспылители системы HVLP, характеризуются низкой скоростью работы.
Но как бы там, ни было, плюсов у окрасочной системы HVLP все равно намного больше, и они значительно существеннее, чем минусы.
Главное – это значительное снижение образования окрасочного опыла, приводящее к экономии до 30 % лакокрасочного материала!
Этот краскопульт имеет особую, запатентованную конструкцию распыляющей головки, где крышка головки имеет увеличенное число воздушных отверстий, а сопло – чашевидную форму с 6 отверстиями предварительного распыления. Такая конструкция позволяет осуществить двойную разбивку лакокрасочного материала. Предварительно, внутри сопла, краска, разбивается на микро капли, затем, воздушный поток разбивает аэрозоль ещё раз на более мелкие капли.
В результате, формируется облако краски с размером частиц от 30 до 60 мкм, что при выходном давлении 0,7 бар, значительно повышает качество окраски, даже при распылении вязких лакокрасочных материалов.
Оптимизированные системы распыления: системы LVLP, HTE и LVMP и др.
Окрасочные пистолеты конвенциональной системы распыления и окрасочные пистолеты системы HVLP, наряду с положительными моментами, характеризующими их, имеют и достаточно слабых сторон.
Попыткой совместить позитивный опыт, накопленный при эксплуатации этих приборов, стала оптимизированная технология распыления лакокрасочных материалов при среднем давлении сжатого воздуха. У разных производителей это – LVLP, HTE, LVMP, RP, TRANSTECH и т.д.
В связи с этим, главной особенностью окрасочных пистолетов оптимизированных систем,стало сочетание преимуществ конвенциональной и HVLP систем – низкого расхода воздуха и высокого коэффициента переноса материала (более 70%).
Это позволило существенно снизить зависимость окрасочных пистолетов от давления сжатого воздуха в воздушной магистрали – краскопульты оптимизированных систем малочувствительны к перепадам давления в системах подачи воздуха.
Претерпела изменение и конструкция внутренних воздушных каналов, в результате чего, давление воздуха в распыляющей головке увеличилось до 1,2…1,6 бар, при рабочем давлении краскопульта от 1,6 до 2.3 бар у разных производителей.
Потребление сжатого воздуха существенно снизилось, что привело к ослаблению технических требований, предъявляемых к воздушным магистралям и компрессорам, но, ни как не отразилось на стабильности и однородности факела, и как следствие – на качестве окраски.
Для большей наглядности, производители окрасочного оборудования, придерживаются единой цветовой маркировки, которая наносится на крышку воздушной головки и регулировочные винты краскопульта:
У краскопультов компании WALMEC, синим цветом маркируется, система двойного распыления HVLP GEO, а чёрным – HTE.
Оптимизированные системы, каждый производитель окрасочного оборудования разрабатывал совершенно независимо, на основе своих запатентованных технологий:
Краскопульты для покраски авто. Типы краскопультов.

Среди способов нанесения лакокрасочных материалов (контактный, распыление, окунание, облив, лаконалив, экструзия) – распыление наиболее широко распространённый, не только в секторе «сделай сам» (DIY) и отрасли авторемонта (ART), но и в автомобильной промышленности (OEM).
Различают несколько способов распыления: воздушный, безвоздушный, комбинированный и в электростатическом поле.
Мы, прежде всего, будем говорить о воздушном распылении, процесс которого, в свою очередь делится на два этапа: разбивка ЛКМ и формирование формы факела.
Этот процесс, обеспечивает высокую скорость и качество работ, а стремление снизить непродуктивный расход материала, улучшить декоративные качества получаемого лакокрасочного покрытия, в свою очередь, приводят к появлению новых, более совершенных технологий распыления, нового, более совершенного, экологичного и экономичного оборудования.
Величина давления сжатого воздуха в распыляющей головке, определяет тип окрасочной системы, основными из которых являются:
2. HVLP (High Volume / Low Pressure – большой объем / низкое давление). Распыление производится при низком давлении в распыляющей головке: 0,7 бар;
3. Оптимизированные системы распыления:
— HTE (High Transfer Efficiency – высокая эффективность переноса). Распыление производится при среднем давлении в распыляющей головке: 1,2-1,3 бар.
Общим, для этих типов окрасочных систем, является то, что сжатый воздух, проходя через распыляющую головку окрасочного пистолета, формирует окрасочный факел, до мельчайших капель разбивая ЛКМ и образуя воздушно-капельную дисперсию (аэрозоль).
Аэрозоль, в составе факела, переносится на окрашиваемую поверхность и осаждается на нее, тем самым, создавая лакокрасочное покрытие.
При этом следует учитывать, что большинство микрокапель не долетают до окрашиваемой поверхности, а образуя окрасочный туман, оседают, где то за её пределами, приводя, к значительному увеличению непродуктивного расхода ЛКМ. Поэтому, основным направлением совершенствования пневматического окрасочного оборудования является повышение коэффициента переноса ЛКМ на поверхность. От этого зависит не только экономичность подобного метода окраски, но и экологичность процесса, т.к. работы ведутся синтетическими сольвентными красками с высоким содержанием растворителей.
А началось все в России, где первый воздушный распылитель был изобретен в конце XIX века.
Июньским вечером 1893 года, Наум Рович, руководитель одной из текстильных мануфактур, продемонстрировал владельцу мануфактуры, известному русскому промышленнику, Савве Морозову громоздкое устройство, выполненное из листовой оцинкованной стали посредством гнутья и пайки…
Изначально, приспособление предназначалось для увлажнения тканого полотна перед нанесением красителя. Уже спустя пару месяцев такими устройствами были оснащены все Морозовские мануфактуры, а еще через полгода их стали применять и для нанесения красителя на ткань через трафарет.
Но сам принцип пневматического распыления, в 1888 году, разработал скромный врач-отоларинголог из штата Огайо, Аллен Девилбис. Знакомый с основными постулатами гидро- и аэродинамики, он впервые применил этот принцип для более эффективного лечения пациентов жидкими лекарствами.
Рассмотрим подробнее три основные системы пневматического нанесения ЛКМ.
Конвенциональная система.
Довольно долгое время, на протяжении почти всего XX века, пневматические окрасочные пистолеты были представлены краскопультами высокого давления конвенционального типа, с входным давлением примерно 3-4 бар.
Эти окрасочные пистолеты характеризовались незначительным потреблением сжатого воздуха, хорошим качеством распыления лакокрасочного материала и однородностью окрасочного факела, обеспечивая хороший распыл, о котором до сих пор с умилением вспоминают маляры старшего поколения.
Пистолеты высокого давления конвенционального типа предъявляли очень скромные требования к производительности компрессора, что устраивало как самих маляров, так и хозяев автосервисных предприятий, поскольку для их продуктивной и стабильной работы требовалось мало сжатого воздуха (примерно 300 л. в минуту), а, следовательно, и не особенно мощные компрессоры.
Но краскопульты конвенционального типа имеют один существенный недостаток: невысокий коэффициент переноса ЛКМ, в среднем 30-35% (хотя, в зависимости от амбиций производителей подобного оборудования, заявляемые характеристики иной раз доходили и до 45%, но в любом случае это очень мало).
Для увеличения коэффициент переноса, в краскопульт подаётся воздух высокого давления. Это, в свою очередь, породило противоположный эффект: капельки лакокрасочного материала, под большим давлением вылетают из сопла пистолета и с высокой скоростью, ударяются об окрашиваемую поверхность, отскакивают от нее, увеличивая непродуктивный опыл.
Да и конструкция воздушной головки имеет недостатки, влияющие на эффективность работы.
Два этих фактора и приводят к значительным потерям лакокрасочного материала при окраске.
Система HVLP.
При работе конвенциональным краскопультом высокого давления, в больших объёмах образуется окрасочный опыл, что, по мнению природоохранных организаций, приводит к загрязнению атмосферы.
Им стал приборсистемы HVLP распыляющий лакокрасочный материал при давлении, примерно, 0,7 бар на выходе из краскопульта.
Внутреннее устройство окрасочного пистолета таково, что если мы при помощи манометра, на входе выставим рабочее давление 2 бар, то на выходе гарантированно получим 0,7 бар (при условии исправности окрасочного краскопульта).
За счёт низкого давления сжатого воздуха, достигается высокий коэффициент переноса лакокрасочного материала на окрашиваемую поверхность (от 60 до 70%), а также, формируется однородный факел.
Уменьшить давление воздуха в распыляющей головке, удалось за счет изменения её конструкции. Выходные отверстия стали гораздо больше, чем у конвенциональных пистолетов высокого давления, да и диаметр самих воздушных каналов внутри пистолета увеличился.
Но увеличение коэффициента переноса увеличило и риск образования подтеков. Поэтому при работе с оборудованием данного типа надо четко следовать рекомендациям производителя.
Правильная и эффективная работа этих фильтров крайне важна, т.к. окрасочные пистолеты системы HVLP чувствительны к перепадам давления, которые, сильно влияют на однородность факела и, соответственно, на результат окраски.
Также, краскораспылители системы HVLP, характеризуются низкой скоростью работы.
Но как бы там, ни было, плюсов у окрасочной системы HVLP все равно намного больше, и они значительно существеннее, чем минусы.
Главное – это значительное снижение образования окрасочного опыла, приводящее к экономии до 30 % лакокрасочного материала!
В результате, формируется облако краски с размером частиц от 30 до 60 мкм, что при выходном давлении 0,7 бар, значительно повышает качество окраски, даже при распылении вязких лакокрасочных материалов.
Оптимизированные системы распыления: системы LVLP, HTE и LVMP и др.
Окрасочные пистолеты конвенциональной системы распыления и окрасочные пистолеты системы HVLP, наряду с положительными моментами, характеризующими их, имеют и достаточно слабых сторон.
Попыткой совместить позитивный опыт, накопленный при эксплуатации этих приборов, стала оптимизированная технология распыления лакокрасочных материалов при среднем давлении сжатого воздуха. У разных производителей это – LVLP, HTE, LVMP, RP, TRANSTECHи т.д.
Претерпела изменение и конструкция внутренних воздушных каналов, в результате чего, давление воздуха в распыляющей головке увеличилось до 1,2…1,6 бар, при рабочем давлении краскопульта от 1,6 до 2.3 бар у разных производителей.
Для большей наглядности, производители окрасочного оборудования, придерживаются единой цветовой маркировки, которая наносится на крышку воздушной головки и регулировочные винты краскопульта:
— белый (серебристый) цвет – CONV — конвенциональный тип;
— зелёный – система HVLP;
— синий – система LVLP, LVMP.
Украскопультов компанииWALMEC, синим цветом маркируется, система двойного распыления HVLP GEO, а чёрным- HTE.
Оптимизированные системы, каждый производитель окрасочного оборудования разрабатывал совершенно независимо, на основе своих запатентованных технологий:
— TRANSTECH— DeVILBISS (Великобритания);
— LVMP– AURITA (Тайвань) и др.
Краскопульт пневматический традиционный для покраски
Краскопульты можно разделить на три основных типа, отличающихся величиной давления сжатого воздуха в распыляющей головке :
 |
|---|
 |
|---|
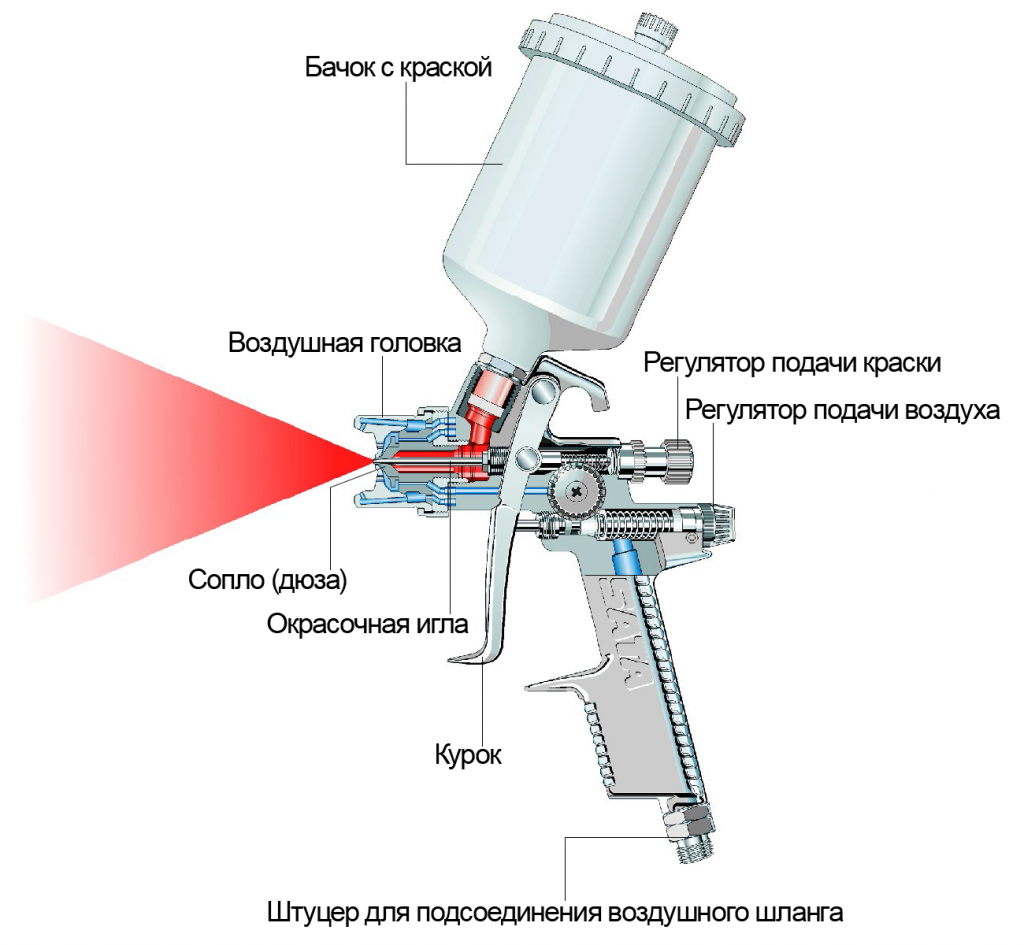
| Рис. 1. Традиционный окрасочный пистолет |
 |
|---|
| Рис. 2. Устройство традиционного краскопульта |
Распылитель пистолета и рекомендации по выбору диаметра сопла для окрасочного пистолета
 |
|---|
| Рис. 3. Комплект распыления, состоящий из распылительной головки, сопла и запорной иглы |
На пистолеты могут устанавливаться сопла различного диаметра. Это позволяет оптимизировать нанесение материалов с различной вязкостью. Для материала с большей вязкостью следует увеличить диаметр сопла.
В зависимости от наличия дополнительных отверстий в распылительной головке форма факела может быть круглой или овальной с различной степенью вытянутости. Обычная производительность таких краскораспылителей не превышает 400 см3 лака в мин.
С помощью распылительных пистолетов можно наносить множество материалов, получая при этом очень гладкую однородную поверхность.
При сравнительно большом среднесменном расходе ЛКМ целесообразно использовать пистолеты с принудительной подачей ЛКМ от красконагнетательного бака (обычно с встроенной мешалкой), либо от насоса.
 |
|---|


