Технологии



СОЭКСТРУЗИЯ: технологическая схема

Гибкие соэкструзионные пленки чаще всего производятся в виде трех-, пяти-, а также семислойных структур. Соэкструзионные пленки могут выпускаться, как в форме сложенного рукава, так и в форме плоской пленки.
При процессе соэкструзии экструдируются одновременно нескольких слоев одного полимерного материала или нескольких различных полимеров через одну сложную головку. Каждый отдельный полимер поступает от собственного экструдера на главную головку. Хотя полимер может выходить и в несколько слоев, даже если он поступает от одного экструдера.
В процессе соэкструзии используются как минимум два, но чаще большее число экструдеров, присоединенных к одной головке. При этом важен точный контроль скорости вращения шнеков, давлений расплава, температур, моментов вращения на приводах экструдеров. Размеры используемых экструдеров зависят от соотношения компонентов в ламинате. Когда требуется широкий ряд толщин композиционных пленок, обычно используют экструдеры с одинаковой производительностью, но для композитов со значительно отличающимся содержанием полимеров в слоях обычно комбинируют разные экструдеры чтобы снизить капитальные затраты.
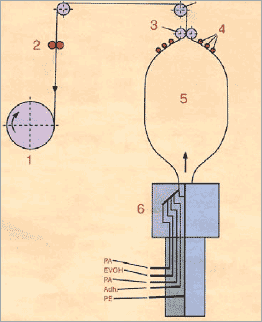
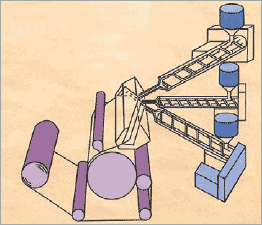
Схема производства многослойной пленки соэкструзией с раздувом (1) и плоскощелевой соэкструзией (2)
Процесс соэкструзии требует применения полимера в расплавленном состоянии, связывающего взаимно несоединимые полимеры. В итоге производственная линия должна состоять из большего числа экструдеров для получения многослойной пленки, нежели это обусловлено количеством полимеров, взятых для получения функциональных слоев. В условиях соэкструзии прочное склеивание проявляется в случае применения полимеров, близких по строению.
В целях специфического применения, например, для соединения ПА и ПЭ, тоже используются полимеры, такие, как цинковые иономеры, отличающиеся большой способностью к образованию вторичных связей.
C текущей ситуацией и прогнозом развития российского рынка соэкструзионных высокобарьерных упаковочных материалов можно познакомиться в отчете Академии Конъюнктуры Промышленных Рынков «Рынок высокобарьерных пленок в России».
Соэкструзия пленки: еще больше слоев
В последней статье “Экструзия пленки: от простого к сложному” мы постарались описать эволюционный процесс перехода от дешевых выдувных машин-однослойников к установкам, которые могут изготавливать многослойную пленку с шириной рукава до 1600 мм в диаметре; почему эта пленка становится более востребованной на рынке ленки и, соответственно, что толкает производителей покупать более дорогое и сложное в эксплуатации оборудование. В этой статье мы углубимся в тему многослойных пленок и посмотрим, почему предприятия усложняют производственные процессы в погоне получить 5-, 7- и более слойные пленки.
Почему многослойная пленка лучше: пример АВА-соэкструзии
Необходимость увеличения числа слоев диктуется, прежде всего, потребностью в совмещении разнофункциональных полимеров для достижения пленкой требуемого комплекса свойств, например получением барьерных пленок с необходимыми физико-механическими свойствами, способностью свариваться, окрашиваться и пр. Другим движущим фактором увеличения числа слоев является стремление к удешевлению пленки: при разнообразии слоев открывается больше возможностей эффективного сочетания дешевых и дорогих сырьевых компонентов. Приведем конкретный пример.
Уже более 10 лет ведущие мировые производители экструзионного оборудования поставляют оборудование для выдува 5-, 7-слойных пленок. Дополнительные слои позволяют добиться еще более развитой комбинации свойств. Например, внести полиамидный слой, который дает барьерный эффект. Пятислойные и семислойные выдувные установки уже не являются экзотикой, однако представляют отдельный ценовой сегмент, как в плане самого оборудования, так и в плане закупаемого сырья для их работы. Стоимость «голой» установки для производства 5-слойной пленки будет выше миллиона евро, а стоимость комплексного решения с технической и технологической поддержкой выльется уже в несколько миллионов. Кроме того, технологический регламент поставщика оборудования по переработке полимеров будет предполагать применение определенных полимерных материалов от ведущих производителей, что выведет продукцию в ценовой премиум-сегмент, когда устойчивый сбыт этой продукции налажен за пределами России.
Применение отечественного сырья в этом случае исключается полностью. Собственно, 7 слоев – еще не предел для многослойных соэкструзионных линий – есть компании, которые предлагают экструзионные головки для выдува пленки в 10 слоев при 5 экструдерах. Такие пленки позволяют добиться высоких барьерных свойств в сочетании с уникальными прочностными характеристикам. Однако полная стоимость всего проекта по производству 10-слойной пленки сделает его медленно окупаемым.
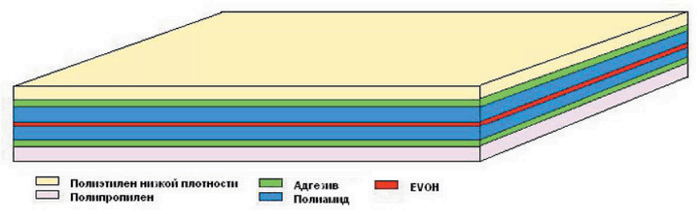
Схема многослойной пленки с высокими барьерными свойствами.
Польза большого количества слоев
На практике большие комбинации слоев позволяют добиться довольно интересных сочетаний материалов и их свойств:
Однако, наиболее оптимальным выбором из ассортимента предлагаемых соэкструзионных линий все равно остаются трехслойные установки (особенно в России). Производители многослойной пленки работают над улучшением конструктивного исполнения машин, покупая более современные установки. Например, улучшенная термоизоляция формируемых слоев в спиральной системе головки до их схождения, что дает возможность гибко подбирать температурный режим для каждого отдельного полимерного материала. Или усовершенствованная система пузырькового охлаждения, что позволяет увеличить производительность.
Ценовой фактор
Ценовой фактор на экструзионные установки, разумеется, играет ведущую роль. Стоимость экструзионных установок для производства высококачественной трехслойной пленки ведущих европейских производителей находится в пределах одного миллиона евро, что является нормальным для реального промышленного проекта. Хорошо зарекомендовавшее себя отечественное оборудование стоит втрое дешевле, и имеет возможность переработки отечественного сырья. Этот факт поможет значительно повысить рентабельность производства. Машины из юго-восточной азии могут стоить еще дешевле, но их надо уметь выбирать. Необходимо также добавить, что 5-и и более слойные соэкструзионные установки в настоящее время активно вытесняются ламинаторами. Здесь опять же играет роль ценовой фактор: комплекс, состоящий из трехслойного соэкструдера и бессольвентного ламинатора стоит дешевле, чем пятислойная соэкструзионная установка, а по функциональным возможностям данный комплекс значительно более привлекателен.
Переход на производство трехслойной пленки не выглядит сверхзадачей: это вполне подъемные инвестиции для производителя. Только необходимо обсудить с поставщиком оборудования технические характеристики и конфигурацию желаемого оборудования, и все качественно просчитать. О перспективах применения многослойной пленки мы поговорим в следующей статье.
Технологии
СОЭКСТРУЗИЯ: технологическая схема
Гибкие соэкструзионные пленки чаще всего производятся в виде трех-, пяти-, а также семислойных структур. Соэкструзионные пленки могут выпускаться, как в форме сложенного рукава, так и в форме плоской пленки.
При процессе соэкструзии экструдируются одновременно нескольких слоев одного полимерного материала или нескольких различных полимеров через одну сложную головку. Каждый отдельный полимер поступает от собственного экструдера на главную головку. Хотя полимер может выходить и в несколько слоев, даже если он поступает от одного экструдера.
В процессе соэкструзии используются как минимум два, но чаще большее число экструдеров, присоединенных к одной головке. При этом важен точный контроль скорости вращения шнеков, давлений расплава, температур, моментов вращения на приводах экструдеров. Размеры используемых экструдеров зависят от соотношения компонентов в ламинате. Когда требуется широкий ряд толщин композиционных пленок, обычно используют экструдеры с одинаковой производительностью, но для композитов со значительно отличающимся содержанием полимеров в слоях обычно комбинируют разные экструдеры чтобы снизить капитальные затраты.
Схема производства многослойной пленки соэкструзией с раздувом (1) и плоскощелевой соэкструзией (2)
Процесс соэкструзии требует применения полимера в расплавленном состоянии, связывающего взаимно несоединимые полимеры. В итоге производственная линия должна состоять из большего числа экструдеров для получения многослойной пленки, нежели это обусловлено количеством полимеров, взятых для получения функциональных слоев. В условиях соэкструзии прочное склеивание проявляется в случае применения полимеров, близких по строению.
В целях специфического применения, например, для соединения ПА и ПЭ, тоже используются полимеры, такие, как цинковые иономеры, отличающиеся большой способностью к образованию вторичных связей.
C текущей ситуацией и прогнозом развития российского рынка соэкструзионных высокобарьерных упаковочных материалов можно познакомиться в отчете Академии Конъюнктуры Промышленных Рынков «Рынок высокобарьерных пленок в России».
Соэкструзия
Понятие и общие сведения
Соэкструзией или коэкструзией называется технология производства пластмассовых изделий, разновидность экструзии. При ее использовании расширяются возможности применения профильно-погонажных изделий ввиду совмещения в их конструкции полимерных материалов, обладающих разными индивидуальными особенностями.
Большая часть соэкструзионных изделий обладает конструкцией, в которой различные полимеры или один полимер разных марок или цветов, располагаются по сечению изделия слоями. Как правило, каждый слой отвечает за одно или несколько эксплуатационных и технологических особенностей продукта. Уровень технологии пластиковых изделий на сегодняшний день достиг высокой степени развития. Полимерное изделие должно быть одновременно легким, прочным, иметь длительный срок эксплуатации и привлекательность, зачастую обладать определенным отношением к газо- водопроницаемости и способностью к переработке на высокопроизводительном оборудовании.
Соэкструзия – очень популярный метод производства пленок, листов, строительных профилей, реже труб. Соэкструзионные пленки с числом слоев от 3 до 11, или даже больше, применяются главным образом в упаковке продуктов питания.
Технологические основы
Одна из важнейших особенность соэкструзии, как метода производства погонажных изделий из полимеров, заключается в ее экономичности. Это одностадийный процесс, на выходе которого получается готовый технологичный материал, не требующий дополнительных операций и дальнейшей обработки, например грунтовки, окраски или склеивания.
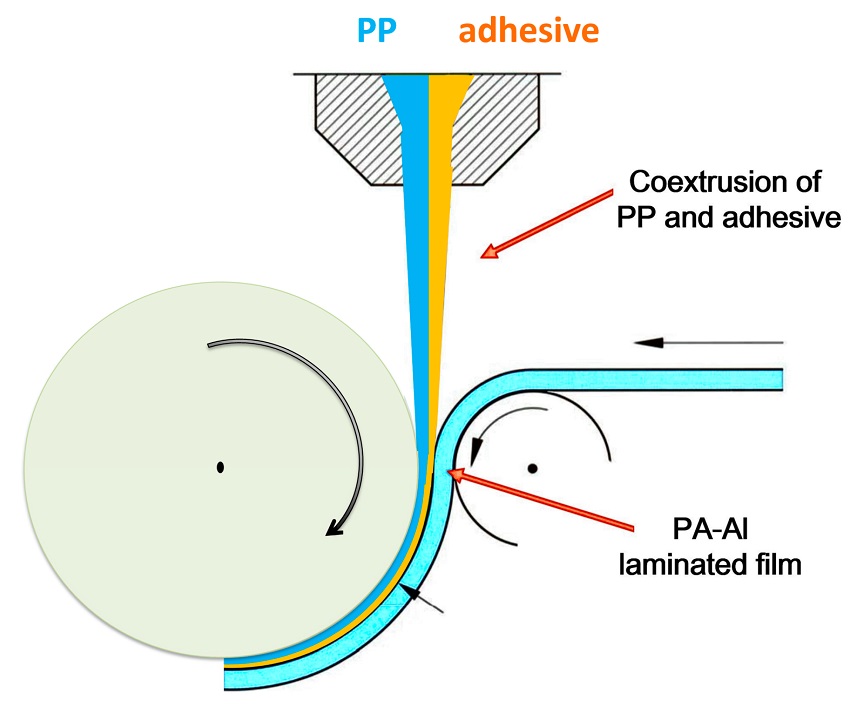
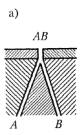
Рис. 1. Схема сложного соэкструзионного изделия
Непосредственно соэкструзионная установка представляет собой два или несколько отдельных обычно одношнековых экструдеров, в которых осуществляется пластикация (расплавление и гомогенизация) полимеров по одному материалу в каждом экструдере. Подготовленные в экструдерах расплавы полимеров, достигшие нужной температуры и под необходимым давлением, подаются для соединения в специальную формующую головку. Профиль головки соответствует изделию, которое выпускается на такой соэкструзионной линии. Отметим, что для соэкструзии применяются гораздо более сложные формующие инструменты, чем в случае обычной мономатериальной экструзией пластмасс.
Исходя из вышесказанного, основным узлом, характеризующим технологию является формующий инструмент или соэкструзионная головка. Именно этот узел, вкупе с большим количеством экструдеров, в основном отличает процесс экструзии от соэкструзии. Остальные технологические операции – до и после формования многослойного изделия в головке и после выхода готового экструдата из нее – осуществляются по стандартным технологиям.
Особенности формования соэкструзионных изделий
Полимеры, применяемые для коэкструзии, обладают разными температурами плавления и прочими характеристиками, например физико-механическими и тепловыми. Поэтому процесс их пластикации должен проводиться при необходимых для каждого материала условиях. Следовательно, в коэкструзионную головку эти полимеры попадают с различной температурой и вязкостью расплава. Важно, что рабочая температура инструмента как правило устанавливается, исходя из режима переработки полимера с самой высокой температурой экструзии. Таким образом, при расчете соэкструзионных процессов нужно быть уверенными, что все соэкструдируемые материалы смогут выдержать температуру в экструзионном инструменте и не будут разлагаться в процессе формования изделия.
Основными видами соэкструзионных головок в зависимости от конструкции изделия являются рукавного, плоскощелевого и трубного типа. По количеству применяемых полимерных слоев головки делятся на 2…11-слойные (в редких случаях слоев больше 11). Толщина каждого слоя в зависимости от типа изделия и его назначения может варьироваться от 2 микрометров до нескольких миллиметров.
Существует три главных метода соэкструдирования многослойных пленок:
1. Соединение слоев до попадания в головку.
2. Соединение непосредственно в экструзионной головке.
3. Соединение слоев после выхода их из головки.
Соэкструзионный формующий инструмент – является ответственным и очень точным узлом. К нему и качеству его исполнения предъявляются очень строгие требования. Главным требованием является обеспечение точной структуры изделия. Под этим обычно подразумевают отсутствие значимой разнотолщиности слоев в обоих направлениях при непрерывности готового экструдированного продукта. Также головки должны обладать достаточной степенью универсальности по типу соэкструдируемых материалов. Конструкция материальных каналов такого инструмента должна давать возможность протеканию расплавов с минимальным сопротивлением. Особенно это важно для пленочных и других головок предполагающих наличие в изделиях ультратонких слоев полимеров.
Соэкструзионные инструменты, как правило, изготавливаются из высококачественной легированной стали с высокой точностью исполнения. Эти стали должны обеспечивать работу инструмента при высоких температурах, давлениях, в условиях агрессивной химической среды. С точки зрения конструирования соэкструзионной головки, она должна разбираться и собираться для возможной чистки и проверки без серьезных затруднений. Важен и экономический аспект, то есть цена соэкструзионной головки должна быть оправданной для данного изделия и объемов производства.
При соэкструзии важно, чтобы толщины слоев каждого материала, а особенно тонкие слои, строго соответствовали заданным размерам и допускам. Наиболее точное измерение толщины слоев соэкструдата производится при помощи инфракрасных датчиков. Наиболее продвинутые из таких датчиков способны измерить слой материала толщиной порядка 1 микрометра при точности измерения в 10 нанометров.
Применение
Как было сказано ранее, соэкструзия применяется для производства практически всех типов экструдируемых изделий в случае наличия технико-экономического обоснования именно на изделии из двух материалов, либо цветов. Однако, наибольший интерес представляет совместная экструзия полимерных пленок. Их многослойность дает возможность получать пленки с очень тонкими слоями, толщиной буквально в несколько микрометров.
Ведущей областью потребления многослойных соэкструдированных полимерных пленок является упаковочная отрасль. Больше всего ее потребляется для упаковки пищевых продуктов. Относительно новая технология позволяет получать многокомпонентные нити и волокна из соэкструдированных многослойных пленок.
Рис.2. Соэкструзионные изделия
Кроме того, технология соэкструзии часто используется для нанесении кабельной изоляции, особенно в случае ее многослойности. Соэкструдируемые листы различной ширины находят применение в автопроме, пищепроме и строительстве для дальнейшего пневмовакуумного формования высокотехнологичных деталей. Растут объемы производства соэкструзионных и, соответственно, многослойных труб, шлангов, капилляров, в частности для медицинской отрасли, а также для водоснабжения, газоснабжения и прочих трубопроводов. Соэкструзией получают армированные шланги, профили, в том числе отделочные и водосточные, а также многие другие изделия для самых разных отраслей.
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
Соэкструзионный слой что это
Соэкструзионную технологию применяют для расширения эксплуатационных возможностей погонажных изделий путем совмещения в них полимерных материалов с различными индивидуальными свойствами.
Большинство таких изделий имеет слоистую конструкцию, в которой материал каждого слоя формирует определенное эксплуатационное или технологическое качество. Так, например, для успешной конкуренции с традиционными материалами пищевой упаковки (фольга, стекло, целлофан и др.) современная пленка должна иметь высокую жесткость и ударную вязкость, обеспечивать длительность хранения продуктов, быть газонепроницаема, и при всем этом допускать высокоскоростные процессы переработки. Применение пластмасс, ранее не используемых совместно, например, ПЭВП и ПА; ПВХ и ПП; ПА, ПК, ПП и ПВДХ позволили получать тару для хранения промышленных и сельскохозяйственных химикатов, горючесмазочных материалов и пр. емкостью в сотни литров. Многослойные соэкструдированные листы, с числом слоев от 2 до 9, широко применяются в автомобильной и строительной промышленности для последующего термоформования изделий с длительным сроком использования (по уверениям фирм изготовителей до 20 лет). Особый интерес представляет соэкструзионная технология производства многослойных труб, шлангов, трубок, капилляров, в том числе медикобиологического назначения. Соэкструзией ПП и стеклонаполненного ПА получают напорные трубы и шланги для транспортирования газа, а также трубы, применяемые в устройствах горячего и холодного водоснабжения. В ряде случаев в многослойных конструкциях допускается использование вторичного полимерного сырья. Многослойность позволяет получать пленки с весьма тонкими отдельными слоями (2-5 мкм), что недостижимо при использовании других методов (ламинирование или каширова-ние). В сочетании с подложками из прочных полимеров (ПП, ПА, ПК, ПЭТФ) можно формовать слои из малопрочных полимеров такой малой толщины (5-15 мкм), которая совершенно невозможна при получении из тех же пластмасс однослойных пленок. Например, минимальная толщина однослойной пленки из СЭВА составляет 20 мкм, а в виде компонентов многослойных изделий она может быть уменьшена до 5 мкм. Таким образом, в конструкциях оказывается возможным использование тонких слоев из дорогостоящих, но эксплуатационно важных полимеров в сочетании с дешевыми, составляющими основную часть конструкции, пластиками.
Немалое значение имеет экономичность метода, при котором многослойная или гибридная конструкция изделия достигается одностадийным технологическим процессом, исключающим операции укладки отдельных слоев или элементов, грунтовки и склеивания.
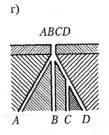
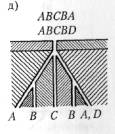
компонентов) или ABCBD (из четырех компонентов)


