ОСТ 1 00233-79 Поля допусков для размеров от 0,1 до 3150 мм. Система отверстия
Купить ОСТ 1 00233-79 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
Устанавливает поля допусков и предельные отклонения размеров для гладких элементов деталей с номинальными размерами от 0,1 до 3150 мм в посадках и для несопрягаемых элементов.
Дата введения
01.07.1979
Добавлен в базу
01.09.2013
Актуализация
01.02.2020
Организации:
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
ПОЛЯДОПУСКОВ ДЛЯ РАЗМЕРОВ от 0,1 до 3150 мм
Взамен ОСТ 1.00233-77
Распоряжением Министерства от 23 марта 1979 г. № 087-16 срок введения установлен с 1 июля 1979 г.
1. Настоящий стандарт устанавливает поля допусков и предельные отклонения размеров для гладких элементов деталей с номинальными размерами от 0,1 до 3150 мм в посадках и для несопрягаемых элементов.
Поля допусков и предельные отклонения размеров отверстий и валов соответствуют ГОСТ 25347-82 (СТ СЭВ 144-75).
3. Поля допусков и предельные отклонения размеров отверстий и валов приведены в таблице.
* Поле допуска приведено для справок.
Интервал размеров, мм
Ближайшее поле допуска отверстия и вала по национальной системе допусков, действующей до 1 января 1978 г. *
Приложение 1. Сводные таблицы наименований стандартизованных посадок и обозначений полей допусков отверстий и валов
Сводные таблицы наименований стандартизованных посадок и обозначений полей допусков отверстий и валов
Посадки в системе отверстий при размерах соединений 1-500 мм
Классы точности посадок
Обозначения полей допусков отверстий
Обозначения полей допусков валов и стандартов
Посадки в системе вала при размерах соединений 1-500 мм
Классы точности посадок
Обозначения полей допусков валов
Обозначения полей допусков отверстий и стандартов
Посадки при размерах соединений менее 1 мм по ГОСТ 3047
Классы точности посадок
Обозначения полей допусков отверстий
Обозначения полей допусков валов
Обозначения полей допусков валов
Обозначения полей допусков отверстий
Посадки при размерах соединений св. 500 до 10000 мм по ГОСТ 2689
Обозначения полей допусков отверстий
Обозначения полей допусков валов
Обозначения полей допусков валов
Обозначения полей допусков отверстий
Примечание к табл. 1-4. Так как поля допусков для скользящей посадки одинаковы в системе отверстия и в системе вала, допускаются следующие обозначения полей допусков валов в системе отверстия:
и обозначения полей допусков отверстий в системе вала:
Откройте актуальную версию документа прямо сейчас или получите полный доступ к системе ГАРАНТ на 3 дня бесплатно!
Если вы являетесь пользователем интернет-версии системы ГАРАНТ, вы можете открыть этот документ прямо сейчас или запросить по Горячей линии в системе.
Стандарт распространяется на гладкие цилиндрические соединения и плоские соединения с параллельными плоскостями и устанавливает основные оределения для системы допусков и посадок ОСТ, определяемой следующими стандартами: ГОСТ 11472, ГОСТ 8809, ГОСТ 3047, ОСТ НКМ 1011, ОСТ НКМ 1041, ОСТ 1012, ОСТ 1042, ОСТ 1043, ОСТ 1044, ОСТ НКМ 1016, ОСТ 1013, ОСТ 1069, ОСТ 1017, ОСТ 1014. ОСТ 1015, ОСТ НКМ 1021, ОСТ 1022, ОСТ 1142, ОСТ 1143, ОСТ НКМ 1026, ОСТ 1023, ОСТ НКМ 1027, ОСТ 1024, ОСТ 1025, ОСТ 1010, ГОСТ 2689, ГОСТ 11710.
Обозначение:
ГОСТ 7713-62
Название рус.:
Допуски и посадки. Основные определения
Статус:
действует
Заменяет собой:
ГОСТ 7713-55 «Допуски и посадки. Основные определения»
Дата актуализации текста:
05.05.2017
Дата добавления в базу:
01.09.2013
Дата введения в действие:
01.01.1963
Утвержден:
26.03.1962 Комитет стандартов, мер и измерительных приборов при Совете Министров СССР (Committee on Standards, Measures, and Measuring Instruments at the USSR Cabinet of Ministers )
Опубликован:
ИПК Издательство стандартов (1999 г. ) ИПК Издательство стандартов (2004 г. )
Ссылки для скачивания:
Limits and fits. Basic definitions
* Применение стандарта для вновь разрабатываемых изделий не допускается.
(Измененная редакция, Изм. № 3).
Примечани е. Названия «отверстие» и «вал» условно применимы также и к другим охватывающим и охватываемым поверхностям.
Примечани е. Предельными размерами ограничиваются действительные размеры годных деталей, полученные измерением с допустимой погрешностью. Случаи, когда предельными размерами должны ограничиваться действительные размеры с учетом погрешностей измерения, следует оговаривать особо.
Действительным отклонением называется алгебраическая разность между действительным и номинальным размерами.
Случаи, когда допускаются отступления от этого правила, должны быть оговорены особо.
Примечани е. Приведенное в п. 10 правило не предопределяет методику контроля.
Натягом называется положительная разность между размерами вала и отверстия до сборки деталей (размер вала больше размера отверстия).
а) посадки с зазором, при которых обеспечивается зазор в соединении;
б) посадки с натягом, при которых обеспечивается натяг в соединении;
в) переходные посадки, при которых возможно получение как натягов, так и зазоров.
Деление посадок по группам в стандартах на допуски и посадки производят в зависимости от взаимного расположения полей допусков отверстия и вала. К посадкам с зазором относятся посадки, в которых поле допуска отверстия расположено над полем допуска вала, в том числе и «скользящие» посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала.
К посадкам с натягом относятся посадки, в которых поле допуска вала расположено над полем допуска отверстия. К переходным посадкам относятся посадки, в которых поля допусков отверстия и вала перекрываются (черт. 2).
В переходных посадках допуск посадки равен алгебраической разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора.
По стандартам посадки установлены в следующих классах точности (в порядке убывания точности):
Ряды допусков, точнее предусмотренных посадками, установлены в следующих классах точности (в порядке убывания точности):
Для размеров менее 0,1 мм по ГОСТ 8809 установлены ряды допусков в классах точности 08; 09; 1; 2; 2а; 3; 3а; 4 и 5.
(Измененная редакция, Изм. № 2).
(Измененная редакция, Изм. № 2).
Примеры комбинированных посадок:
Допускается пользоваться любыми комбинированными посадками, в особенности образованными полями допусков предпочтительного применения.
ПРИЛОЖЕНИЕ 1
СВОДНЫЕ ТАБЛИЦЫ НАИМЕНОВАНИЙ СТАНДАРТИЗОВАННЫХ ПОСАДОК И ОБОЗНАЧЕНИЙ ПОЛЕЙ ДОПУСКОВ ОТВЕРСТИЙ И ВАЛОВ
ОСТ 34-13-900-85 Единая система допусков и порядок. Поля допусков и рекомендуемые посадки (ограничение ГОСТ 24347-82)
Купить ОСТ 34-13-900-85 — бумажный документ с голограммой и синими печатями. подробнее
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
Распространяется на гладкие элементы деталей с номинальными размерами до 3150 мм и устанавливают поля допусков для гладких деталей в посадках и для несопрягаемых элементов
— национальная стандартизация, закрепленная за национальным органом РФ по стандартизации (Ростехрегулированием);
— стандартизация на уровне организаций, проводимая коммерческими, общественными, научными организациями, саморегулируемыми организациями и объединениями юридических лиц.
Более того, в п. 3 ст. 4 184-ФЗ специально отмечено, что федеральные органы исполнительной власти, к которым относятся и разработчики отраслевых стандартов) вправе издавать в сфере технического регулирования акты только рекомендательного характера.
После завершения переходного периода в 7 лет (п.7 ст. 46) с 30.06.2003г. (с 30.06.2010 г.) на территории РФ в сфере техрегулирования и стандартизации в т.ч. имеют право на хождение только указанные в законе документы. Отраслевых стандартов в числе таких документов нет.
Ростехрегулирование на своем официальном сайте разъясняет, что пути легитимизации отраслевых нормативных документов (ОСТ, ТУ, РД и др.) по установившейся практике выбирают сами отрасли, перерабатывая эти документы либо в национальные стандарты (ГОСТ или ГОСТ Р), либо в стандарты организаций. Специальными актами на федеральном уровне отраслевые стандарты отменяться не будут.
Оглавление
2 Поля допусков при номинальных размерах от 1 до 500 мм
3 Поля допусков при номинальных размерах свыше 500 до 3150 мм
Приложение (рекомендуемое). Рекомендуемые посадки
Основные таблицы допусков и посадок
Основные термины и определения
  Государственные стандарты (ГОСТ 25346-89, ГОСТ 25347-82, ГОСТ 25348-89) заменили систему допусков и посадок ОСТ, которая действовала до января 1980 года.
  Термины приведены согласно ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок».
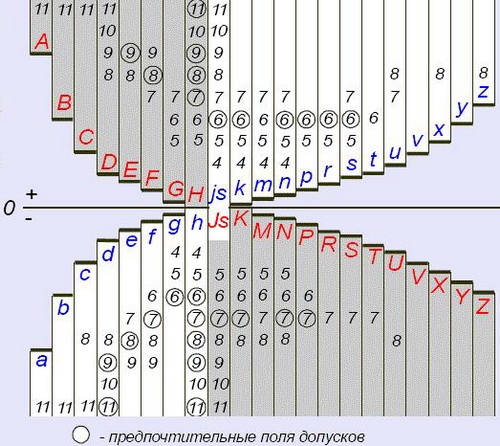
СХЕМА ОСНОВНЫХ ПОЛЕЙ ДОПУСКОВ
Назначение посадок. Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия. В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия. Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками.
Допуски отверстия и вала в посадке не должны отличаться более чем на 1-2 квалитета. Больший допуск, как правило, назначают для отверстия. Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения и других посадок. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы.
Примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1-500 мм.
Посадки с зазором. Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
Посадку H7/h6 применяют:
— для сменных зубчатых колес в станках; — в соединениях с короткими рабочими ходами, например для хвостовиков пружинных клапанов в направляющих втулках (применима также посадка H7/g6); — для соединения деталей, которые должны легко передвигаться при затяжке; — для точного направления при возвратно-поступательных перемещениях (поршневой шток в направляющих втулках насосов высокого давления); — для центрирования корпусов под подшипники качения в оборудовании и различных машинах.
Посадку H8/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности.
Посадки H8/h8, H9/h8, H9/h9 применяют для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (зубчатые колеса,муфты, шкивы и другие детали, соединяющиеся с валом шпонкой; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных или редких поступательных и вращательных перемещениях.
Посадку H11/h11 используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров.
Посадка H7/g6 характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машины), точного направления или при коротких ходах (клапаны в клапанной коробке) и др. В особо точных механизмахприменяют посадки H6/g5 и даже H5/g4.
Посадки Н7/е7, Н7/е8, Н8/е8 и Н8/е9 применяют в подшипниках при высокой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках.
Посадка H11/d11 применяется для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов и т. п., для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками.
Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т.п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах требуется высокая точность центрирования, при ударных нагрузках и вибрациях.
Посадка Н7/п6 (типа глухой) дает наиболее прочные соединения. Примеры применения:
— для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте; — посадка установочных колец на валах малых и средних электромашин; в) посадка кондукторных втулок, установочных пальцев, штифтов.
Посадка Н7/к6 (типа напряженной) в среднем дает незначительный зазор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), втулок подшипников.
Посадка H7/js6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку.
Посадку Н7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей).
Посадки Н7/г6, H7/s6, H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматического двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании и др.).
Посадки Н7/u7 и Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна).
Посадки с натягом высокой точности Н6/р5, Н6/г5, H6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например посадка двухступенчатой втулки на вал якоря тягового электродвигателя.
Допуски по 12-18-му квалитетам характеризуют несопрягаемые или сопрягаемые размеры относительно низкой точности. Многократно повторяющиеся предельные отклонения в этих квалитетах разрешается не указывать у размеров, а оговаривать общей записью в технических требованиях.
  ЕСДП рекомендует применять преимущественно посадки в системе отверстия (основное отверстие Н) и в системе вала (основной вал h).
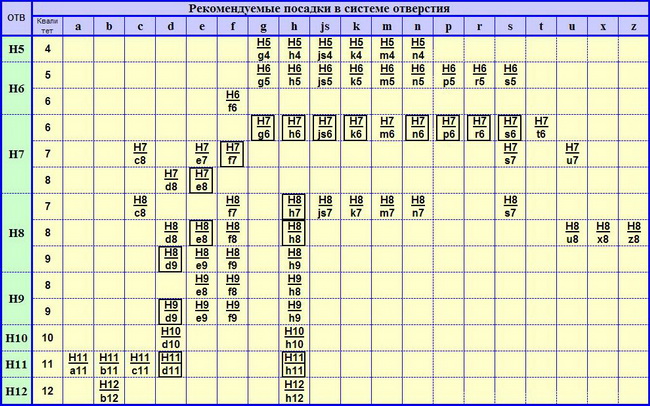
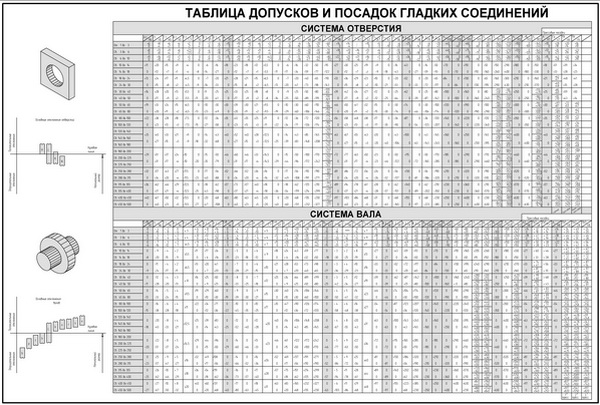
РЕКОМЕНДУЕМЫЕ ПОСАДКИ В СИСТЕМЕ ОТВЕРСТИЯ при размерах от 1 до 500 мм
  Предпочтительные посадки помещены в рамку.
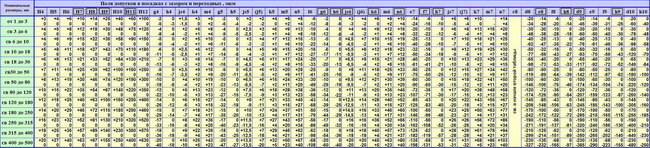
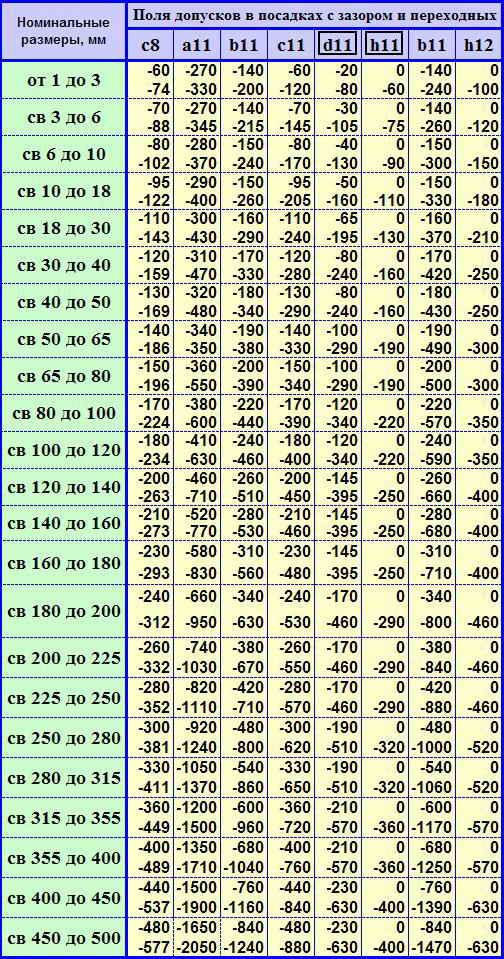
ПОЛЯ ДОПУСКОВ В ПОСАДКАХ С ЗАЗОРОМ И ПЕРЕХОДНЫХ
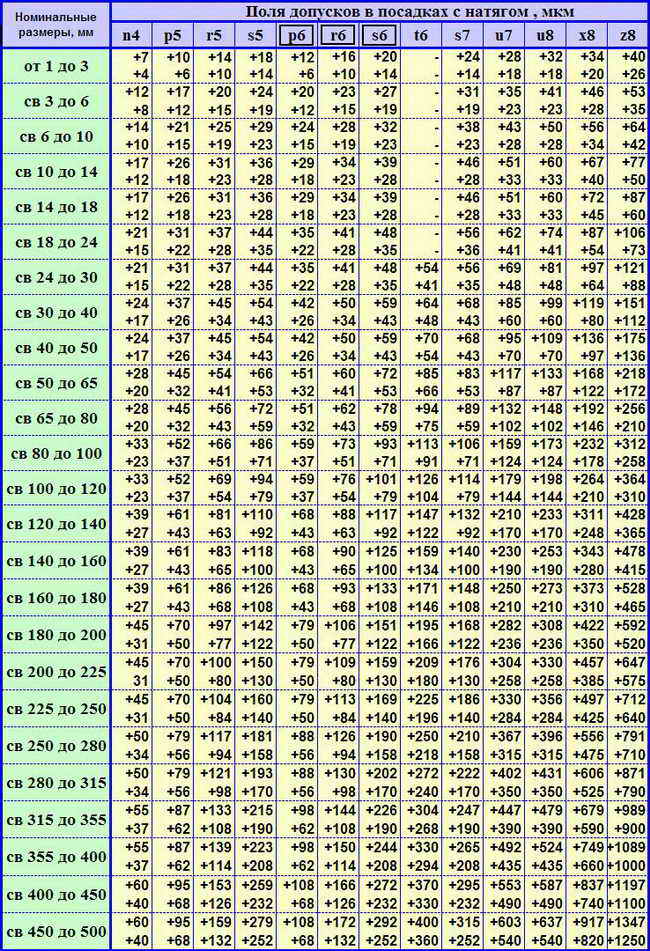
ПОЛЯ ДОПУСКОВ В ПОСАДКАХ С НАТЯГОМ
  Электронная таблица допусков отверстий и валов с указанием полей по старой системе ОСТ и по ЕСДП.
  Полная таблица допусков и посадок гладких соединений в системах отверстия и вала, с указанием полей допусков по старой системе ОСТ и по ЕСДП:
Таблицы Допусков углов ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений» ГОСТ 8908-81 «Основные нормы взаимозаменяемости. Нормальные углы и допуски углов» ГОСТ 24642-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения» ГОСТ 24643-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения» ГОСТ 2.308-79 «Единая система конструкторской документации. Указание на чертежах допусков формы и расположения поверхностей» ГОСТ 14140-81 «Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей»