Размеры резьбы и точность ее профиля являются решающими факторами при определении следующего:
Расчет параметров резьбы основывается на номинальном диаметре резьбы, шаге резьбы и внутреннем диаметре резьбы:
D. Номинальный наружный диаметр внутренней резьбы (гайка)
d. Номинальный наружный диаметр наружной резьбы (болт)
D/d Номинальный диаметр резьбы
D2/d2 Номинальный средний диаметр резьбы
D1/d3 Номинальный внутренний диаметр резьбы
Значение диаметров метрической резьбы вычисляют по формулам:
Размеры наружной резьбы (болта) измеряются калибрами, микрометрами или оптическими измерительными приборами, в то время как внутренняя резьба (гайка) измеряется цилиндрическими калибрами.
Основные параметры резьбы, учитываемые при соединении деталей:
Допуск на резьбу
Устанавливается допуски для двух диаметров резьбы – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы).
Допуск среднего диаметра резьбы определяет допустимую степень отклонения номинального среднего диаметра наружной (d2) и внутренней резьбы (D2).
Допуск на диаметр выступов устанавливает допустимую степень отклонения номинального наружного диаметра (d) крепежа с наружной резьбой (например, болты, винты) и номинального внутреннего диаметра (D) крепежа с внутренней резьбой (например, гайки).
Значение допуска среднего диаметра и диаметра выступов всегда отрицательное для крепежа с наружной резьбой и положительное для крепежа с внутренней резьбой.
Положительный допуск на внутреннюю резьбу и отрицательный на внешнюю позволяет оставлять необходимый допуск на возможную последующую обработку.
Поле допуска
Расстояние между максимальным и минимальным значением установленного ограничения (размер поля es-ei/EI-ES) определяет поле допуска. Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Положение поля допуска диаметра резьбы определяется основным отклонением (верхним для наружной резьбы и нижним для внутренней резьбы) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Обозначение поля допуска отдельного диаметра резьбы состоит из цифры, указывающей степень точности, и буквы, указывающей основное отклонение. Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра помещаемого на первом месте, и обозначения поля допуска диаметра выступов: 7g 6g (поле допуска d2 и d).
Если обозначение поля допуска диаметров выступов совпадает с обозначением поля среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется.
Рекомендованные поля допуска для длины свинчивания N (до нанесения антикоррозийного покрытия) на крепеж с DIN, ISO, DIN ISO, DIN EN ISO, ГОСТ стандартами:
Номинальный наружный диаметр внутренней резьбы(гайка)
Поле допуска для резьбы
Допуски резьбы под покрытие
Иногда на чертежах мы можем видеть в обозначении размера числовой индекс со знаками «+», «–» или «±». Этот индекс указывает на то, что у данного размера есть допуск, то есть предельное отклонение в большую или меньшую сторону от номинальной величины. Общие допуски линейных и угловых размеров установлены в ГОСТ 30893.1-2002. Однако, если требуется изготовить деталь с высокой точностью, то поле допуска указывается прямо на чертеже. На рис. 1 видно, что предельное отклонение диаметра внутреннего отверстия детали не может превышать номинальное значение более чем на 0,016 мм. Предельное отклонение в меньшую сторону не указано, а это значит, что оно определяется ГОСТ 30893.2-2002 и не может превышать 0,1 мм при самом высоком классе точности f.
Рисунок 1 – Обозначение допуска линейного размера на чертеже
Допуски указывают на чертеже, как правило, для того, чтобы изготовленная деталь хорошо сопрягалась с другими деталями узла или механизма. Например, вал и подшипник должны быть изготовлены с высокой точностью, чтобы избежать биения при вращении и обеспечить плотное соединение поверхностей (рис. 2).
Рисунок 2 – Вал и подшипник как пример сопрягаемых деталей
Еще одна важная причина указания допуска – наличие защитного покрытия. Все изделия из НЕкоррозионностойкой стали защищены противокоррозионным покрытием органического или неорганического происхождения. Толщина защитных покрытий варьируется от нескольких микрон до нескольких миллиметров. При проектировании деталей и механизмов очень важно учитывать толщину защитного покрытия и закладывать соответствующие допуски в чертежах.
Особенно важно учитывать толщину защитного покрытия при изготовлении деталей с резьбовыми поверхностями, поскольку неправильный выбор толщины покрытия или поля допуска заготовки обязательно повлияет на скручиваемость деталей или герметичность резьбового соединения. Важная задача проектировщика – заложить в чертеже поле допуска резьбы, которое соответствует требуемой толщине покрытия.
Информация о полях допусков резьбы изложена в ГОСТ 16093-2004.
Поле допуска включает в себя верхнее и нижнее отклонение среднего диаметра и диаметра выступов от номинального профиля. Номинальный профиль соответствует номинальному диаметру резьбы: например, для резьбы М8 нулевая линия диаметра выступов будет находиться на расстоянии 8,000000 мм от оси резьбы.
В обозначение поля допуска входит цифра (от 3 до 9), которая устанавливает степень точности и буква латинского алфавита (d, e, f, g, h), которая устанавливает само поле допуска. Схемы полей допусков приведены на рис. 3. Как видно, чем дальше буква расположена по алфавиту, тем дальше поле допуска расположено от номинального профиля. Чем больше цифра, обозначающая степень точности, тем шире поле допуска.
Поле допуска h является основным, поскольку вплотную подходит к номинальному профилю резьбы.
Рисунок 3 – Схема расположения полей допусков внешней резьбы
Всегда нужно иметь в виду, что поле допуска зависит в первую очередь, от шага резьбы, а не от диаметра. Мы знаем, что у резьбы одного и того же диаметра может быть, как крупный, так и мелкий шаг.
Рассмотрим конкретный пример, а именно, резьбу М10 с крупным шагом 1,5. Конструктор указал в чертеже размер резьбы М10-6g. Согласно ГОСТ 16093-2004 предельные отклонения внешнего диаметра от номинального диаметра для данного размера резьбы составят от 28 до 140 мкм, для среднего диаметра – от 28 до 164 мкм. Соответственно, для радиусов эти значения будут меньше в 2 раза (рис. 4).
Это означает, что при нанесении защитного покрытия нельзя допустить увеличения радиуса резьбы более чем на 14 мкм.
Теперь посчитаем толщину покрытия. Так как толщина покрытия измеряется перпендикулярно поверхности выступа, а диаметр – перпендикулярно оси вращения резьбы, то по правилу соотношения сторон в прямоугольном треугольнике толщина покрытия будет составлять 1/2 от наименьшего предельного отклонения, то есть 7 мкм.
Рисунок 4 – Схема поля допуска резьбы М10-6g
Для удобства проектирования допустимая толщина покрытия для различных шагов резьбы указана в «ГОСТ 10683-2013 Изделия крепежные. Неэлектролитические цинк-ламельные покрытия» (таблица 1).
Нанесение избыточной толщины покрытия может привести к негативным последствиям: отсутствие скручивания, повреждение защитного покрытия, осыпание покрытия и пр.
Допуски и посадки резьбовых крепежных изделий
Крепежные изделия с резьбовыми соединениями
В наше время резьбовые соединения, особенно как крепежные изделия, используются более чем в половине всех существующих механизмов и машин.
Многочисленность типов резьбовых соединений крепежных изделий вызвана многообразием условий их эксплуатации.
Крепежные резьбы применяют для разъёмных неподвижных соединений деталей трубопроводов. Основное назначение крепежных резьб – обеспечение прочности соединений и плотности (нераскрытия) стыка в процессе применения.
Общими требованиями являются:
Несмотря на значительные отличия типов резьбы, основные принципы взаимозаменяемости, а также системы допуска и посадки резьб крепежных изделий являются едиными. Поэтому в дальнейшем проблемы взаимозаменяемости резьбовых соединений рассмотрим применительно к крепежным метрическим резьбам.
Система допусков и посадок резьбовых соединений
Системой допусков и посадок деталей машин называют набор допусков и посадок, построенных закономерно на основе опыта, теоретических расчетов и экспериментов и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин. Оптимальные градации допусков и посадок являются основой стандартизации режущих инструментов и измерительных средств, обеспечивают достижение взаимозаменяемости изделий и их составных частей, обусловливают повышение качества продукции [1].
Основной принцип построения допусков и посадок на резьбовые соединения крепежных изделий
Резьба должна сопрягаться только по сторонам резьбового профиля (исключение составляют паронепроницаемые резьбы), поэтому основным параметром, определяющим характер посадки резьбовой пары, является средний диаметр. Допуски на наружный и внутренний диаметры устанавливают таким образом, чтобы исключить возможность защемления по вершинам и впадинам резьбы.
Диаметральные погрешности уменьшения наружной резьбы и погрешности увеличения – для диаметров внутренней резьбы не повлияют на свинчиваемость. Однако любая погрешность шага резьбы и угла профиля мешает свинчиванию крепежной детали.
В России стандартизованы:
Допуски резьбы с зазором
Наиболее распространена посадка с зазором, где номинальный средний диаметр равен наибольшему среднему диаметру резьбы гайки. Расположение полей допусков метрической резьбы в посадках с зазором показано на рисунке 1. Отклонения (ГОСТ 16093-81) отсчитываются от линии номинального профиля резьбы перпендикулярно оси резьбы.
Рисунок 1 – Поля допусков метрической резьбы крепежа для посадок с зазором:
а, б – наружная резьба; в, г – внутренняя резьба;
d, e, f, g, (а); h (б); E, F, G (в); H (г) – основные отклонения
Допуски для диаметров резьбы болтов и гаек определяются в зависимости от принятой степени точности, обозначаемой числами. Принят следующий дискретный ряд значений степени точности для диаметров болта и гайки: d = 4, 6, 8; d2 = 4, 6, 7, 8; D1 = 5, 6, 7; D2 = 4, 5, 6, 7. Допуски диаметров d1 и D не устанавливаются.
Расположение полей допусков диаметров резьбы относительно номинального профиля определяют ряды основных отклонений: верхние отклонения es для наружной резьбы шпилек и нижние отклонения EI для внутренней резьбы гаек [2].
Значения допусков диаметров зависят от степени точности и шага резьбы (допуск среднего диаметра зависит, кроме этого, ещё и от номинального диаметра резьбы). Стандартом описаны допуски среднего диаметра Тd2, TD2, наружной и внутренней резьб, наружного диаметра Td наружной резьбы и внутреннего диаметра TD1 внутренней резьбы (рисунок 1).
Обозначения полей допуска резьбы
Допуски средних диаметров являются суммарными, включающими отклонения собственно среднего диаметра и диаметральные компенсации отклонений шага и половины угла профиля.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметра d для болтов и диаметра D1 для гаек).
Обозначение поля допуска диаметра резьбы состоит из значения точности (цифры) и буквы, означающей основное отклонение.
Обозначение поля допуска резьбы включает в себя:
Если обозначения полей допуска диаметра по вершинам резьбы и среднего диаметра совпадают, то в поле допуска резьбы обозначение не дублируется.
Примеры обозначения полей допусков:
Посадки крепежных изделий обозначают дробью, в числителе которой указывают обозначение поля допуска гайки, а в знаменателе – обозначение поля допуска болта, к примеру: М10 – 6H/6g и М10×1 – 6H/6g.
Допуски и посадки крепежной резьбы с натягом
Согласно ГОСТ 16093—81 допускаются любые сочетания полей допусков резьбы болтов и гаек, но сочетание полей допусков разных классов точности на средний и наружный (или внутренний для гаек) диаметры резьбы должно быть обосновано.
Рисунок 2 – Поля допусков диаметров крепёжной резьбы с натягом
В соединениях шпилек с корпусами, а также при наличии специальных требований к резьбовым соединениям применяют переходные посадки, а также посадки с натягом. Неподвижность и прочность соединения обеспечиваются при посадках с натягом за счет натяга по среднему диаметру, при переходных посадках – за счет применения дополнительных элементов заклинивания:
Схема расположения полей допусков для посадок с натягом показана на рисунке 2. По наружному и внутреннему диаметрам предусмотрены зазоры, компенсирующие пластическое течение материала к вершинам резьбы. Для образования полей допусков в посадках с натягом установлены основные отклонения диаметров резьбы в зависимости от степени точности.
При малых натягах не исключается вывинчивание шпилек в эксплуатации, а при чрезмерно больших натягах возможно скручивание шпилек и разрушение резьбы в корпусах при монтаже, поэтому на средние диаметры резьб деталей стандартом установлены более высокие степени точности: 3-я и 2-я – для шпилек, 2-я – для гнезд [3].
Для обеспечения более однородных натягов в партии соединений резьбовые детали сортируют на группы.
Рисунок 3 – Расположение полей допусков среднего диаметра резьбы с натягом М14×1,5
На рисунке 3, к примеру, представлены схемы расположения полей допусков среднего диаметра резьбы М14×1,5 с натягом при сборке без сортировки на группы (случай А), а также с сортировкой на две (В) и три (С) группы. Номера сортировочных групп обозначены цифрами I, II, III.
Посадки с натягом предусмотрены только в системе отверстия, что обеспечивает технологические преимущества (ГОСТ 4608—81).
Заключение
Таким образом, наиболее употребимой для крепежной резьбы фланцевых соединений является посадка с зазором: она предотвращает защемление резьбы по вершинам и впадинам витков. Для ответственных условий применяются резьбы с переходными посадками и посадками с натягом, которые обеспечивают неподвижность и прочность соединения.
Список использованной литературы
1. Иосилевич Г.Б., Строганов Г.Б., Шарловский Ю.В. Затяжка и стопорение резьбовых соединений. – М. : Машиностроение, 1985. – 224 c. 2. Гоулд Д., Микич М. Площади контакта и распределение давлений в болтовых соединениях // Конструирование и технология машиностроения. 1972. №3. – С. 99. 3. Ретшер Ф. Детали машин : в 2-х томах. – М. : Госмашметиздат. 1933-1934г..
Системы допусков и посадок метрических резьб
Системы допусков и посадок метрических резьб
Допуск и значение основного отклонения для размеров от 500 до 3150 мм определяются по формуле, приведенной в таблице. Людмила Фирмаль
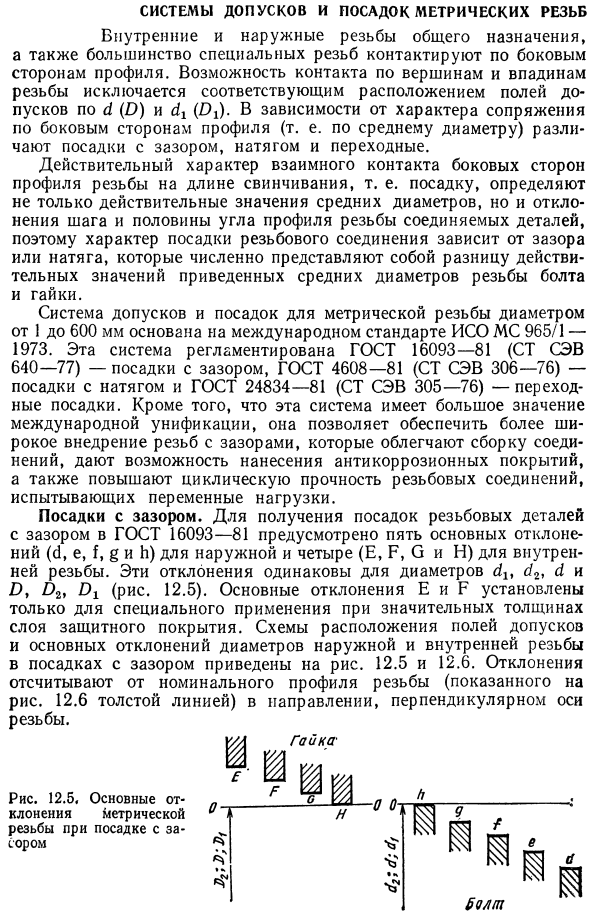
Помимо того, что эта система очень важна для международной унификации, она облегчает сборку соединений, позволяет наносить антикоррозийные покрытия и позволяет увеличить прочность многократных резьбовых соединений, подверженных переменным нагрузкам. Позволяет более широкое введение щелевых нитей. Посадка с разрывом. ГОСТ 16093 81 предусматривает пять основных отклонений (b, e, 1, § и b) для наружной резьбы и 4 (E, P, C и H) для внутренней резьбы для получения соединений с резьбовыми деталями с зазорами вы. Эти отклонения одинаковы для диаметров 12, 1 и O, O2 (рис. 12.5).
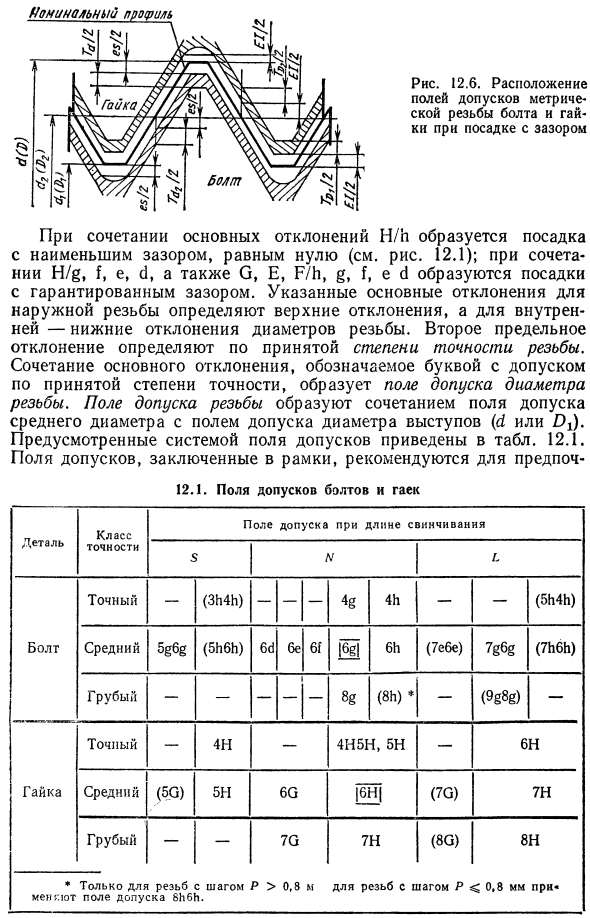
Болт метрической резьбы допуска поля и положения Уход при посадке с разрывом Сочетание неприменимых основных отклонений образует посадку с минимальным зазором, равным нулю (см. Рисунок 12.1). Комбинация H S, T, e, b и O, E, P L, 8, 1, e 1 образует посадку с гарантированным клиренсом. Указанное основное отклонение внутренней резьбы определяет верхнее отклонение, а в случае внутренней резьбы — нижнее отклонение диаметра винта. Второе предельное отклонение зависит от степени точности принятого потока.
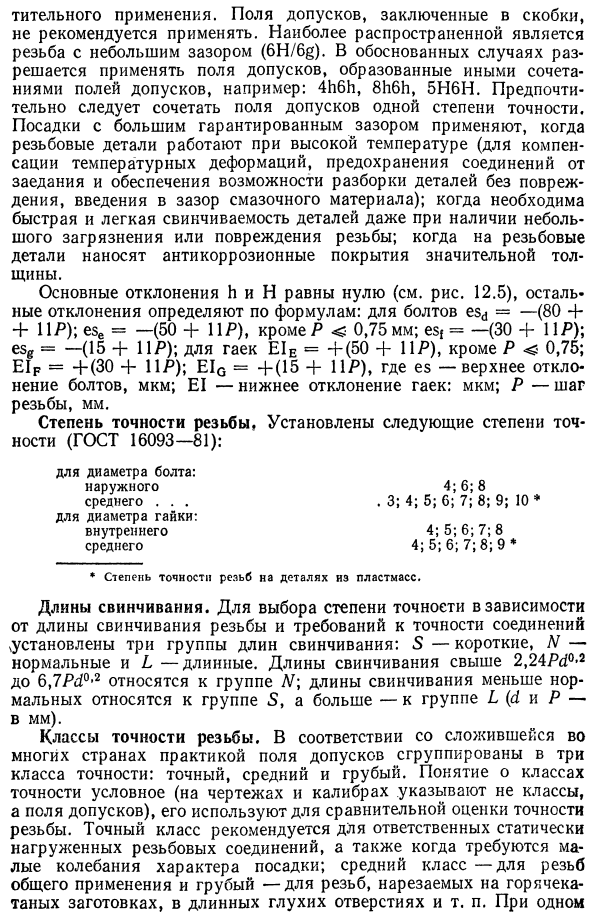
Сочетание основных отклонений, обозначенных буквами с допустимыми допусками точности, образует поле допусков диаметра винта. Поле допусков винта формируется путем объединения поля допусков среднего диаметра и поля допусков диаметра выступа (d или P1). В таблице приведены поля допуска, предоставленные системой. 12.1. В зависимости от ваших предпочтений, поле допуска, включенное в структуру, рекомендуется. 12.1.
Поле допуска болта и гайки Тост полюс. Допуск и длина. S. INCHIV.NIA 5 Н Прецизионный болт- (311411) — — (5K4b) Средний 5eb§ (511611) 6Y-61 м (7e6e) 7 x 8 (711611) Грубый — 88 (811) — (9e8e) — Гайка прецизионная-4Н-4Н5Н, 5Н-6Н Средняя (50) 5H (70) 7H Грубое поле 70 7N (80) 8H Точное приложение. Поля допуска, заключенные в скобки, не рекомендуется. Наиболее распространенными являются нити с небольшими зазорами (6H 6§). Там, где это разрешено, допускается использование полей допуска, образованных другими комбинациями полей допуска. Например, S6L, 8H6I, 5H6H.
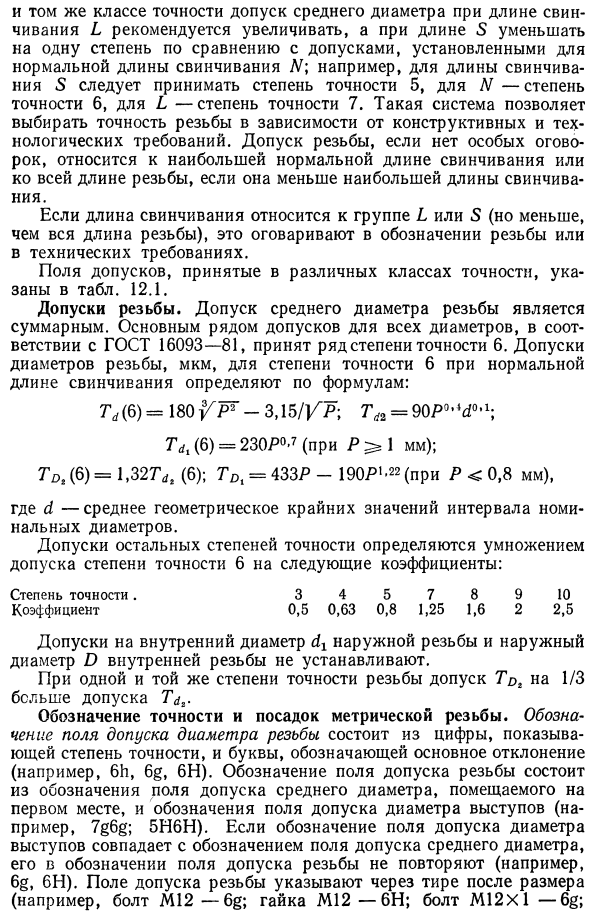
Если возможно, комбинируйте поля допусков с одинаковой точностью. Когда резьба работает при высоких температурах, используются площадки с большими гарантированными зазорами (с возможностью компенсации температурной деформации, защиты соединений от заклинивания, разборки деталей без повреждений и введения смазки в зазоры) При условии), даже при незначительном повреждении грязи или пряжи, когда требуется быстрая и легкая конструкция детали, когда на резьбовую часть наносится значительная толщина антикоррозийного покрытия. Основное отклонение b и H равно нулю (см. Рис. 12.5).
Оставшееся отклонение определяется по формуле. Для болтов ez = — (80 + + PR); e ^ = — (50 + PR), исключая P 0,75 мм. ez = — (30 + 11P); ezv = — (15 + 11P); если гайка E1e = + (50 + PR), исключить P g 0,75. Е1Р = + (30 + 11Р); E1o = + (15 + 11P), где ez — верхнее отклонение болта, микрон E1 — гайка с низким отклонением: микрон; шаг P-винта, мм. Точность резьбы.
Установлена следующая точность (ГОСТ 16093 81): Для диаметра болта: Открытый 4; 6; 8 Средний … 3; 4; 5; 6; 7; 8; 9; 10 * Для диаметра гайки: Внутренний 4; 5; 6; 7; 8 Средний 4; 5; 6; 7; 8; 9 * Длина макияжа. Установите длину трех групп: 5-короткую, N-нормальную и L-длинную, чтобы выбрать степень точности в соответствии с длиной резьбы и требованиями к точности соединения. Макияжные длины от 2.24Р40Л до 6.7РсР 2 относятся к группе М. Длина макияжа, которая меньше нормальной, относится к группе 5 и относится к группе I ( 1 и единицы P-мм). Класс точности резьбы.
В соответствии с обычной практикой во многих странах поля допуска делятся на три класса точности: точный, средний и грубый. Понятие класса точности является условным (класс не показан на чертежах и калибрах, но является полем допуска) и используется для сравнительной оценки точности резьбы. Точный класс рекомендуется для резьбовых соединений со значительными статическими нагрузками и для небольших изменений характера посадки. Промежуточный класс — для резьбы общего назначения и крупной резьбы — для горячекатаных заготовок, резьбы с длинными глухими отверстиями и т. Д.
Е = 433Р-190Р1-22 (Р 0,8 мм), где Л — среднее геометрическое экстремальных значений расстояния между номинальными диаметрами. Оставшаяся погрешность точности определяется путем умножения погрешности точности 6 на следующий коэффициент: Точность. 3 4 5 7 8 9 10 Коэффициент 0,5 0,63 0,8 1,25 1,6 2 2,5 Внутренний диаметр 1, допуск наружного винта и наружный диаметр наружного винта O не установлены. При той же степени точности резьбы допуск Te на 1 3 больше, чем допуск Ta. Спецификация прецизионных и метрических резьбовых соединений.
Поэтому, если работа прибора описывается известным дифференциальным уравнением, как динамическая характеристика, то можно получить передаточную функцию, полученную при решении этого уравнения операторным методом. Людмила Фирмаль
Обозначение поля допуска на диаметр резьбы состоит из цифры, показывающей точность и букву основного отклонения (например, 611, 6§, 6H). Спецификация поля допусков винта состоит из спецификации поля допусков среднего диаметра, размещенного первым, и спецификации поля допусков диаметра выступа (например, 7§6§; 5H6H). Если обозначение поля допусков диаметра выступа соответствует обозначению поля допусков среднего диаметра, они не должны повторяться с обозначением поля допусков резьбы (например, 6§, 6H).
Поле допусков винта обозначается тире после размера (например, болт M12 — 6§; гайка M12 — 6H; болт M12X1 — 6d; Гайка M12X1-6H, болт с круглой полостью — M12-6§-K). Посадка резьбы выражается в виде дроби, числитель указывает допуск гайки, а знаменатель указывает допуск болта (например, M12-6N 6§; левая резьба M12X1 1 N-6N 6§). Если длина макияжа отличается от нормальной, это будет обозначено обозначением нити M12-7§6§-30. 30 — длина макияжа, мм.
Спецификация на точность резьбы диаметром менее 1 мм по ГОСТ 9000 81 (СТ СЭВ 837 78): МО, 5 5 ЛЗ; МО, 5-4Н5; М0,5-4Н5 5ИЗ первоначально средний диаметр Поле допусков (точность и основное отклонение), секунда — погрешность A или 011. Регулируемая ГОСТ 16093 81 система допусков резьбы развивалась более технически. Допуск среднего диаметра правильного класса и гаек промежуточного класса был расширен, а допуск TD был расширен. Гайки и болты.
Дополнительное увеличение технологичности резьбы обусловлено возможностью назначения среднего диаметра и допусков диаметра выступов различной точности, где это необходимо. Помехи подходят. Если конструкция сборки не позволяет использовать болты, используется посадка с натягом среднего диаметра. Это связано с тем, что затягивание шпилек и автоматическое ослабление винтов могут происходить из-за воздействия вибрации, колебаний нагрузки и рабочей температуры. Примером является установка шпильки в корпус двигателя.
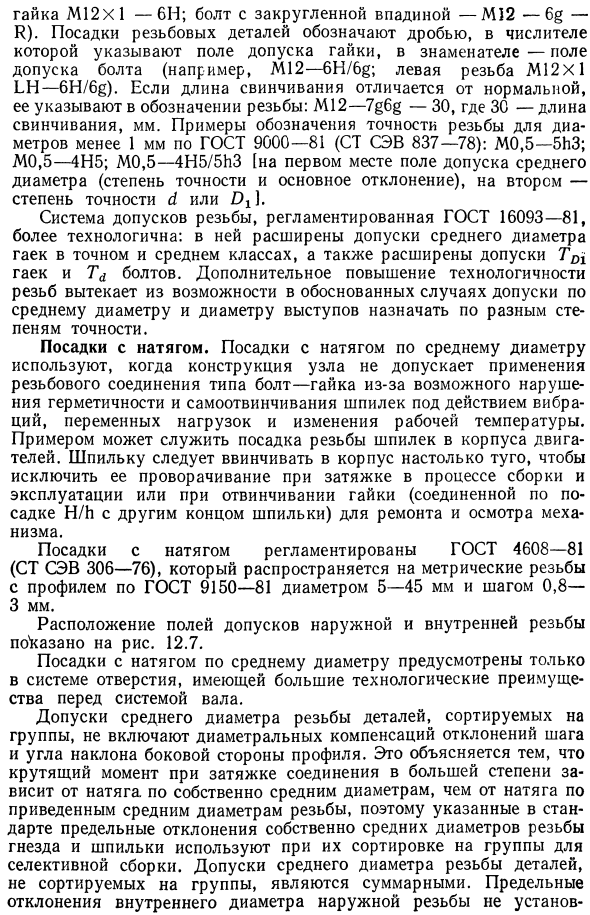
Шпильки должны быть надежно закреплены на корпусе, чтобы они не вращались во время сборки и эксплуатации или когда вы снимаете гайку (H L прикреплена к другому концу штифта и снимаете ее) для ремонта и проверки механизма. Должен быть ввернут. Посадка с натягом регулируется ГОСТ 4608 81 (СТ СЭВ 306 76) и применяется к метрической резьбе диаметром 5 45 мм и шагом 0,8 3 мм по ГОСТ 9150 81. На рисунке показано положение поля допуска для наружных и наружных резьб. 12,7. Помехи среднего диаметра подходят только для системы отверстий и имеют технические преимущества по сравнению с системой вала.
Допуски для средних диаметров резьбы для деталей, классифицированных в группы, не включают отклонение шага и компенсацию диаметра для углов наклона стороны профиля. Это связано с тем, что средний диаметр резьбы в гнездах и шпильках, указанных в стандарте, таков, что крутящий момент при затягивании соединения зависит от фактической посадки с учетом среднего диаметра, а не от конкретной посадки с учетом среднего диаметра резьбы. Это связано с тем, что селективное отклонение используется, когда максимальное отклонение классифицируется по группам.
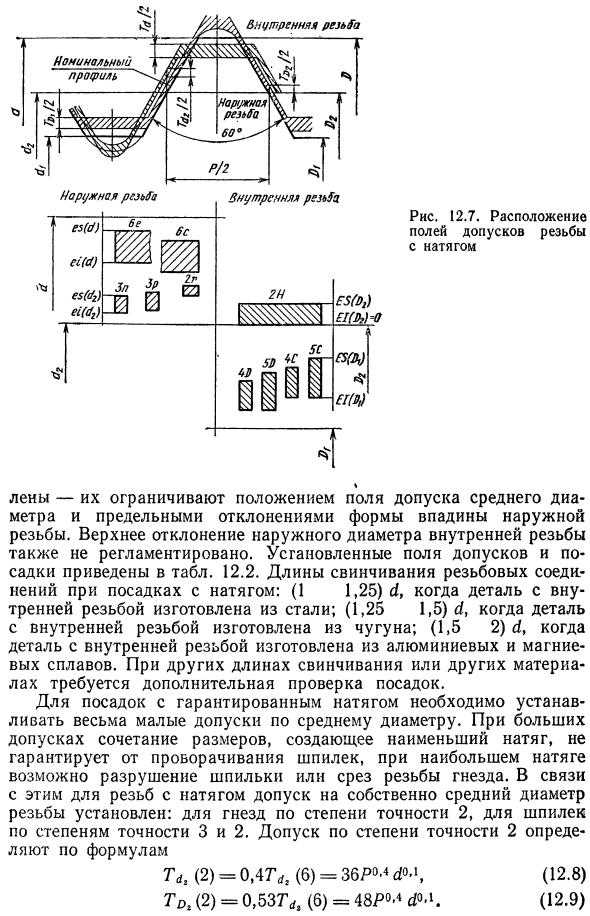
Допуски на средний диаметр резьбы для деталей, не отнесенных к группе, являются общими. Максимальное отклонение внутреннего диаметра охватываемого винта составляет Рисунок 12.7. Регулировка допуска резьбы Допуск среднего диаметра и предельного отклонения формы полости винта. Верхнее предельное отклонение наружного диаметра внутренней резьбы не регулируется. В таблице приведены установленные допуски и посадочные поля Вы. 12.2. Длина резьбового соединения с посадкой с натягом: (1 1,25) 1, когда деталь с внутренней резьбой изготовлена из стали. (1.25 1.5) Части С чугунной внутренней резьбой.
Детали с внутренней резьбой выполнены из алюминиевых и магниевых сплавов. Дополнительные проверки подгонки требуются для других длин макияжа или других материалов. Для посадок с гарантированной плотной посадкой следует установить очень маленький допуск на средний диаметр. Для больших допусков комбинация размеров, которая создает наименьшую плотность, не гарантирует, что шип не будет вращаться. Для максимального затягивания шпилька может быть сломана или резьбовое гнездо. В связи с этим в случае затянутого винта устанавливается допуск на фактический средний диаметр винта.
Количество групп сортировки указано в скобках. Следовательно, допуск на резьбу гнезда на 2% больше, чем допуск. Для обеспечения более равномерного затягивания и увеличения прочности соединения резьбовые детали группируются и собираются из одной группы (см. Таблицу 12.2). При изготовлении плотной резьбы на наружном и внутреннем диаметрах обеспечивается гарантированный зазор для устранения засорения.
При установлении этих зазоров учитывайте, что после того, как винтовые пары привинчены из-за остаточной пластической деформации витка, внешний диаметр шпильки увеличивается, а внутренний диаметр винта с углублением уменьшается пропорционально увеличению интерференции. (В случае с пластиком). В результате фактический зазор между внешним и внутренним диаметрами намного меньше, чем нормализованный. Чтобы увеличить многократную прочность шипа, необходимо обеспечить зазор по внутреннему диаметру резьбы после завинчивания детали.
Что касается наружного диаметра, зазор после настройки детали может быть нулевым. Для винтов с натяжной посадкой устанавливаются половина допусков на угол профиля и шаг резьбы шпильки и раструба по длине с резьбой Отклонения между полушириной профиля и шагом резьбы контролируются только шпилькой. В случае вложенности эти отклонения предусматриваются при изготовлении соответственно точных резьбонарезных инструментов. Экспериментально установлено, что угол профиля резьбы близок к ошибке шага и максимально допустимое значение снижает крутящий момент на 10-25%, Угол профиля.
Погрешность половины угла профиля и шага затянутой резьбы должна быть сведена к минимуму. Поскольку на качество резьбовых соединений из-за посадки с натягом также влияют отклонения в форме резьбовых деталей, отклонения в форме наружной и внутренней резьбы, определяемые разницей между максимальным и минимальным фактическим средним диаметром, являются допусками среднего диаметра. Не должно превышать 25%. Перевернутый конус (то есть уменьшение диаметра от конца шипа до середины его длины) не допускается.
Точность формы резьбы в гнезде технически гарантирована и не может контролироваться напрямую. Посадки ZNbN Zr и ZNbN Zn разрешены к использованию без группировки. Эти посадки являются временными, и их использование требует дополнительной проверки. Пример обозначения резьбы: М12—2Н5С (2) Зр (2) — Поле допуска для наружного диаметра обозначенной наружной резьбы не показано. Кроме того, количество групп сортировки указано в скобках. Переходная посадка используется для одновременного заклинивания дополнительных шпилек вдоль конических ходов с резьбой, плоских буртиков и цилиндрических штифтов.
Образовательный сайт для студентов и школьников
Копирование материалов сайта возможно только с указанием активной ссылки «www.lfirmal.com» в качестве источника.