Таблица квалитетов
Квалитеты составляют основу действующей на сегодняшний день системы допусков и посадок. Квалитет представляет собой некую совокупность допусков, которые применительно ко всем номинальным размерам соответствуют одной и той же степени точности.
Таким образом, можно сказать, что именно квалитетами определяется то, насколько точно изготовлено изделие в целом или его отдельные детали. Название этого технического термина происходит от слова «qualitas», что по-латыни означает «качество».
Совокупность тех допусков, которые для всех номинальных размеров соответствуют одному и тому же уровню точности, именуется системой квалитетов.
номинальных
размеров
мм
Система допусков и посадок
Совокупность допусков и посадок, которая создана на основании теоретических исследований и экспериментальных изысканий, а также построена на основании практического опыта, называется системой допусков и посадок. Основным ее предназначением является выбор таких вариантов допусков и посадок для типичных сочленений различных деталей машин и оборудования, которые минимально необходимы, но полностью достаточны.
Основу стандартизации измерительных средств и режущих инструментов составляют именно наиболее оптимальные градации допусков и посадок. Кроме того, благодаря им достигается взаимозаменяемость различных деталей машин и оборудования, а также повышение качества готовой продукции.
Для оформления единой системы допусков и посадок используются таблицы. В них указываются обоснованные значения предельных отклонений для различных номинальных размеров.
Взаимозаменяемость
При конструировании различных машин и механизмов разработчики исходят из того, что все детали должны соответствовать требованиям возможности повторяемости, применяемости и взаимозаменяемости, а также быть унифицированными и соответствовать принятым стандартам. Одним из наиболее рациональных способов выполнения всех этих условий является применение на этапе проектирования максимально большого количества таких составных частей, выпуск которых уже освоен промышленностью. Это позволяет, ко всему прочему, существенно сократить сроки разработки и затраты на нее. При этом необходимо обеспечивать высокую точность взаимозаменяемых комплектующих изделий, узлов и деталей в части их соответствия геометрическим параметрам.
С помощью такого технического метода, как модульная компоновка, являющаяся одним из способов стандартизации, удается эффективно обеспечить взаимозаменяемость узлов, деталей и агрегатов. Помимо этого, она существенно облегчает ремонт, что серьезно упрощает работу соответствующего персонала (особенно в сложных условиях), и позволяет организовать поставки запасных частей.
Современное промышленное производство ориентировано, главным образом, на массовый выпуск изделий. Одним из его обязательных условий является своевременное поступление на сборочный конвейер таких компонентов готовых изделий, которые для их монтажа не требуют дополнительной подгонки. Помимо этого, должна быть обеспечена такая взаимозаменяемость, которая не отражается на функциональных и прочих характеристиках готовой продукции.
Поле допуска 14 квалитета
Числовые значения предельных отклонений размеров отверстий для предпочтительных полей допусков указаны в таблице 7, размеров валов — в таблице 8.
При соединении двух деталей образуется посадка, определяемая разностью их размеров до сборки, т. е. величиной получающихся зазоров или натягов в соединении. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Различают посадки с зазором, с натягом и переходные, когда возможно получение как зазора, так и натяга.
Зазор — разность размеров отверстия и вала, если размер отверстия больше размеров вала. Натяг — разность размеров и отверстия до сборки, если размер вала больше размера отверстия.
Посадки должны назначаться предпочтительно в системе отверстия. Систему вала следует применять только в тех случаях, когда это оправдано конструктивными или экономическими условиями, например для получения разных посадок у нескольких деталей с отверстиями на одном гладком валу.
Обозначение посадки образуется сочетанием обозначений полей допусков соединяемых отверстия и вала, которое указывают после номинального размера соединяемых элементов, начиная с отверстия, по типу:

Пример обозначения посадки в системе отверстия:
Пример обозначения посадки в системе вала:
| Интервал размеров, мм | Предпочтительные поля допусков | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| H7 | J s 7 | K7 | N7 | P7 | F8 | H8 | E9 | H9 | H11 | |
| Предельные отклонения, мкм | ||||||||||
| от 1 до 3 | +10 0 | +5 -5 | 0 -10 | -4 -14 | -6 -16 | +20 +6 | +14 0 | +39 +14 | +25 0 | +60 0 |
| Св. 3 до 6 | +12 0 | +6 -6 | +3 -9 | -4 -16 | -8 -20 | +28 +10 | +18 0 | +50 +20 | +30 0 | +75 0 |
| Св. 6 до 10 | +15 0 | +7 -7 | +5 -10 | -4 -19 | -9 -24 | +35 +13 | +22 0 | +61 +25 | +36 0 | +90 0 |
| Св. 10 до 18 | +18 0 | +9 -9 | +6 -12 | -5 -23 | -11 -29 | +43 +16 | +27 0 | +75 +32 | +43 0 | +110 0 |
| Св. 18 до 30 | +21 0 | +10 -10 | +6 -15 | -7 -28 | -14 -35 | +53 +20 | +33 0 | +92 +40 | +52 0 | +130 0 |
| Св. 30 до 50 | +25 0 | +12 -12 | +7 -18 | -8 -33 | -17 -42 | +64 +25 | +39 0 | +112 +50 | +62 0 | +160 0 |
| Св. 50 до 80 | +30 0 | +15 -15 | +9 -21 | -9 -39 | -21 -51 | +76 +30 | +46 0 | +134 +60 | +74 0 | +190 0 |
| Св. 80 до 120 | +35 0 | +17 -17 | +10 -25 | -10 -45 | -24 -59 | +90 +36 | +54 0 | +159 +72 | +87 0 | +220 0 |
| Св. 120 до 180 | +40 0 | +20 -20 | +12 -28 | -12 -52 | -28 -68 | +106 +43 | +63 0 | +185 +85 | +100 0 | +250 0 |
| Св. 180 до 250 | +46 0 | +23 -23 | +13 -33 | -14 -60 | -33 -79 | +122 +50 | +72 0 | +215 +100 | +115 0 | +290 0 |
| Св. 250 до 315 | +52 0 | +26 -26 | +16 -36 | -14 -66 | -36 -88 | +137 +56 | +81 0 | +240 +110 | +130 0 | +320 0 |
| Св. 315 до 400 | +57 0 | +28 -28 | +17 -40 | -16 -73 | -41 -98 | +151 +62 | +89 0 | +265 +125 | +140 0 | +360 0 |
| Св. 400 до 500 | +63 0 | +31 -31 | +18 -45 | -17 -80 | -45 -108 | +165 +68 | +97 0 | +290 +135 | +155 0 | +400 0 |
| Интервал размеров, мм | предпочтительные поля допусков | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| g6 | h6 | js6 | k6 | n6 | p6 | r6 | s6 | f7 | h7 | e8 | h8 | d9 | h9 | d11 | h11 | |
| Предельные отклонения, мкм | ||||||||||||||||
| от 1 до 3 | -2 -8 | 0 -6 | +3 -3 | +6 0 | +10 +4 | +12 +6 | +16 +10 | +20 +14 | -6 -16 | 0 -10 | -14 -28 | 0 -14 | -20 -45 | 0 -25 | -20 -80 | 0 -60 |
| Св. 3 до 6 | -4 -12 | 0 -8 | +4 -4 | +9 +1 | +16 +8 | +20 +12 | +23 +15 | +27 +19 | -10 -22 | 0 -12 | -20 -38 | 0 -18 | -30 -60 | 0 -30 | -30 -105 | 0 -75 |
| Св. 6 до 10 | -5 -14 | 0 -9 | +4,5 -4,5 | +10 +1 | +19 +10 | +24 +15 | +28 +19 | +32 +23 | -13 -28 | 0 -15 | -25 -47 | 0 -22 | -40 -76 | 0 -36 | -40 -130 | 0 -90 |
| Св. 10 до 18 | -6 -17 | 0 -11 | +5,5 -5,5 | +12 +1 | +23 +12 | +29 +18 | +34 +23 | +39 +28 | -16 -34 | 0 -18 | -32 -59 | 0 -27 | -50 -93 | 0 -43 | -50 -160 | 0 -110 |
| Св. 18 до 30 | -7 -20 | 0 -13 | +6,5 -6,5 | +15 +2 | +28 +15 | +35 +22 | +41 +28 | +48 +35 | -20 -41 | 0 -21 | -40 -73 | 0 -33 | -65 -117 | 0 -52 | -65 -195 | 0 -130 |
| Св. 30 до 50 | -9 -25 | 0 -16 | +8,0 -8,0 | +18 +2 | +33 +17 | +42 +26 | +50 +34 | +59 +43 | -25 -50 | 0 -25 | -50 -89 | 0 -39 | -80 -142 | 0 -62 | -80 -240 | 0 -160 |
| Св. 50 до 65 | -10 -29 | 0 -19 | +9,5 -9,5 | +21 +2 | +39 +20 | +51 +32 | +60 +41 | +72 +53 | -30 -60 | 0 -30 | -60 -106 | 0 -46 | -100 -174 | 0 -74 | -100 -290 | 0 -190 |
| Св. 65 до 80 | +62 +43 | +78 +59 | ||||||||||||||
| Св. 80 до 100 | -12 -34 | 0 -22 | +11 -11 | +25 +3 | +45 +23 | +59 +37 | +73 +51 | +93 +71 | -36 -71 | 0 -35 | -72 -126 | 0 -54 | -120 -207 | 0 -87 | -120 -340 | 0 -220 |
| Св. 100 до 120 | +76 +54 | +101 +79 | ||||||||||||||
| Св. 120 до 140 | -14 -39 | 0 -25 | +12,5 -12,5 | +28 +3 | +52 +27 | +68 +43 | +88 +63 | +117 +92 | -43 -83 | 0 -40 | -85 -148 | 0 -63 | -145 -245 | 0 -100 | -145 -395 | 0 -250 |
| Св. 140 до 160 | +90 +65 | +125 +100 | ||||||||||||||
| Св. 160 до 180 | +93 +68 | +133 +108 | ||||||||||||||
| Св. 180 до 200 | -14 -44 | 0 -29 | +14,5 -14,5 | +33 +4 | +60 +31 | +79 +50 | +106 +77 | +151 +122 | -50 -96 | 0 -46 | -100 -172 | 0 -72 | -170 -285 | 0 -115 | -170 -460 | 0 -290 |
| Св. 200 до 225 | +109 +80 | +159 +130 | ||||||||||||||
| Св. 225 до 250 | +113 +84 | +169 +140 | ||||||||||||||
| Св. 250 до 280 | -17 -49 | 0 -32 | +16,0 -16,0 | +36 +4 | +66 +34 | +88 +56 | +126 +94 | +190 +158 | -56 -108 | 0 -52 | -110 -191 | 0 -81 | -190 -320 | 0 -130 | -190 -510 | 0 -320 |
| Св. 280 до 315 | +130 +98 | +202 +170 | ||||||||||||||
| Св. 315 до 355 | -18 -54 | 0 -36 | +18,0 -18,0 | +40 +4 | +73 +37 | +98 +62 | +144 +108 | +226 +190 | -62 -119 | 0 -57 | -125 -214 | 0 -89 | -210 -350 | 0 -140 | -210 -570 | 0 -360 |
| Св. 355 до 400 | +150 +114 | +244 +208 | ||||||||||||||
| Св. 400 до 450 | -20 -60 | 0 -40 | +20,0 -20,0 | +45 +5 | +80 +40 | +108 +68 | +166 +126 | +272 +232 | -68 -131 | 0 -63 | -135 -232 | 0 -97 | -230 -385 | 0 -155 | -230 -630 | 0 -400 |
| Св. 450 до 500 | +172 +132 | +292 +252 | ||||||||||||||
ГОСТ 25670—83 (СТ СЭВ 302—76) устанавливает предельные отклонения размеров гладких элементов деталей машин и приборов, если эти отклонения не указываются непосредственно у размеров, а оговариваются общей записью.
Неуказанные предельные отклонения линейных размеров, кроме радиусов закруглений и фасок, должны назначаться одним из двух способов:
Предельные отклонения размеров различных элементов, оговариваемые в одной общей записи, должны быть одинакового уровня точности (одного квалитета или соответствующего ему класса точности). Квалитеты 11 (при размерах менее 1 мм) и 12 соответствуют точному классу точности, квалитеты 13 и 14 — среднему, квалитеты 15 и 16 — грубому, квалитет 17 — очень грубому.
Неуказанные предельные отклонения размеров, получаемых обработкой резанием, предпочтительно назначать по квалитету 14 или среднему классу точности.
Общая запись неуказанных предельных отклонений размеров различных элементов в технических требованиях должна состоять из сочетаний, приведенных в таблице 10.
Допускается общей записью оговаривать неуказанные симметричные предельные отклонения по квалитетам ±1Т/2.
Числовые значения симметричных предельных отклонений линейных размеров по классам точности приведены в таблице 11, односторонних отклонений — в таблице 12.
Числовые значения неуказанных предельных отклонений углов приведены в таблице 13, предельных отклонений радиусов закруглений и фасок — в таблице 14. Неуказанные предельные отклонения углов, радиусов закруглений и фасок устанавливают в зависимости от квалитета или класса точности неуказанных предельных отклонений размеров (углов или линейных размеров соответственно).
Основные таблицы допусков и посадок
Основные термины и определения
  Государственные стандарты (ГОСТ 25346-89, ГОСТ 25347-82, ГОСТ 25348-89) заменили систему допусков и посадок ОСТ, которая действовала до января 1980 года.
  Термины приведены согласно ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок».
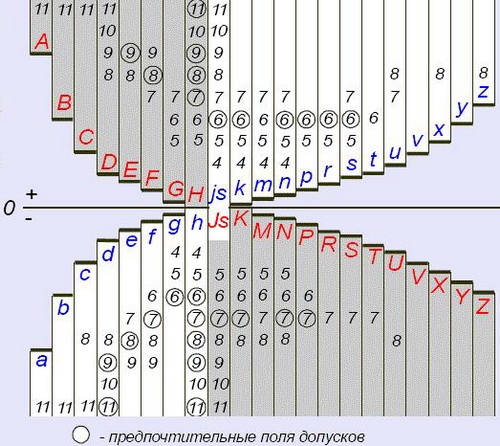
СХЕМА ОСНОВНЫХ ПОЛЕЙ ДОПУСКОВ
Назначение посадок. Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия. В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия. Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками.
Допуски отверстия и вала в посадке не должны отличаться более чем на 1-2 квалитета. Больший допуск, как правило, назначают для отверстия. Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения и других посадок. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы.
Примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1-500 мм.
Посадки с зазором. Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
Посадку H7/h6 применяют:
— для сменных зубчатых колес в станках;
— в соединениях с короткими рабочими ходами, например для хвостовиков пружинных клапанов в направляющих втулках (применима также посадка H7/g6);
— для соединения деталей, которые должны легко передвигаться при затяжке;
— для точного направления при возвратно-поступательных перемещениях (поршневой шток в направляющих втулках насосов высокого давления);
— для центрирования корпусов под подшипники качения в оборудовании и различных машинах.
Посадку H8/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности.
Посадки H8/h8, H9/h8, H9/h9 применяют для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (зубчатые колеса,муфты, шкивы и другие детали, соединяющиеся с валом шпонкой; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных или редких поступательных и вращательных перемещениях.
Посадку H11/h11 используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров.
Посадка H7/g6 характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машины), точного направления или при коротких ходах (клапаны в клапанной коробке) и др. В особо точных механизмахприменяют посадки H6/g5 и даже H5/g4.
Посадки Н7/е7, Н7/е8, Н8/е8 и Н8/е9 применяют в подшипниках при высокой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках.
Посадка H11/d11 применяется для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов и т. п., для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками.
Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т.п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах требуется высокая точность центрирования, при ударных нагрузках и вибрациях.
Посадка Н7/п6 (типа глухой) дает наиболее прочные соединения. Примеры применения:
— для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте;
— посадка установочных колец на валах малых и средних электромашин; в) посадка кондукторных втулок, установочных пальцев, штифтов.
Посадка Н7/к6 (типа напряженной) в среднем дает незначительный зазор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), втулок подшипников.
Посадка H7/js6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку.
Посадку Н7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей).
Посадки Н7/г6, H7/s6, H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматического двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании и др.).
Посадки Н7/u7 и Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна).
Посадки с натягом высокой точности Н6/р5, Н6/г5, H6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например посадка двухступенчатой втулки на вал якоря тягового электродвигателя.
Допуски по 12-18-му квалитетам характеризуют несопрягаемые или сопрягаемые размеры относительно низкой точности. Многократно повторяющиеся предельные отклонения в этих квалитетах разрешается не указывать у размеров, а оговаривать общей записью в технических требованиях.
  ЕСДП рекомендует применять преимущественно посадки в системе отверстия (основное отверстие Н) и в системе вала (основной вал h).
РЕКОМЕНДУЕМЫЕ ПОСАДКИ В СИСТЕМЕ ОТВЕРСТИЯ
при размерах от 1 до 500 мм
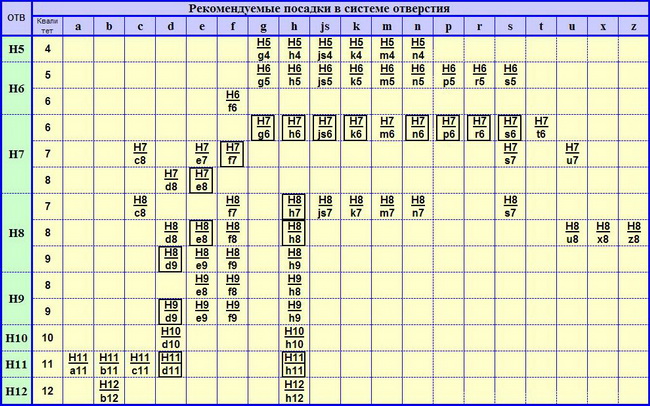
  Предпочтительные посадки помещены в рамку.
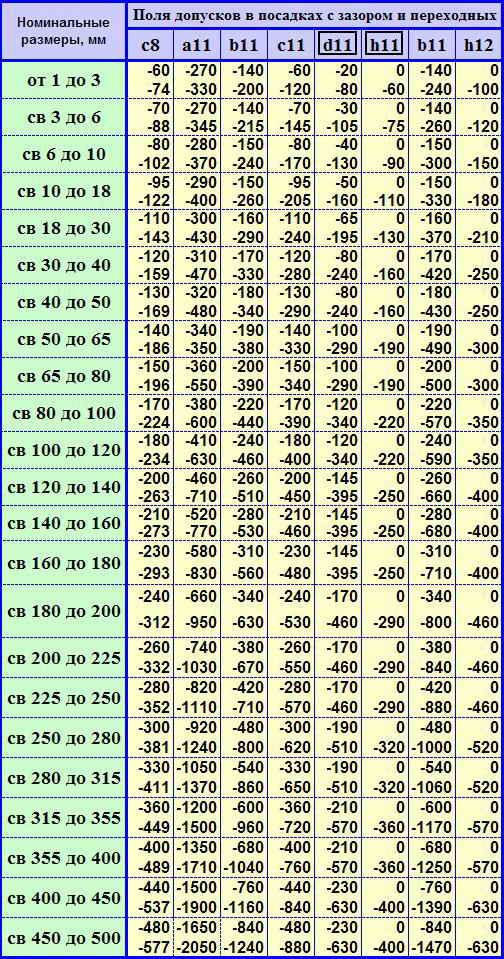
ПОЛЯ ДОПУСКОВ В ПОСАДКАХ С ЗАЗОРОМ И ПЕРЕХОДНЫХ
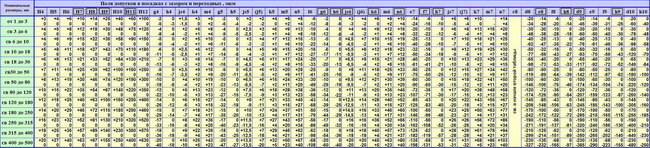
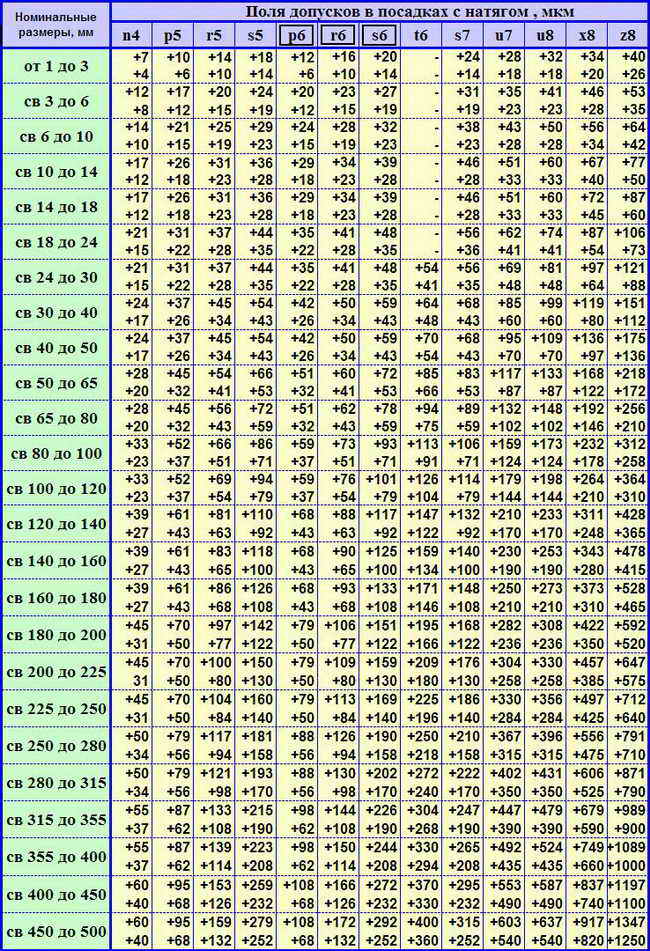
ПОЛЯ ДОПУСКОВ В ПОСАДКАХ С НАТЯГОМ
  Электронная таблица допусков отверстий и валов с указанием полей по старой системе ОСТ и по ЕСДП.
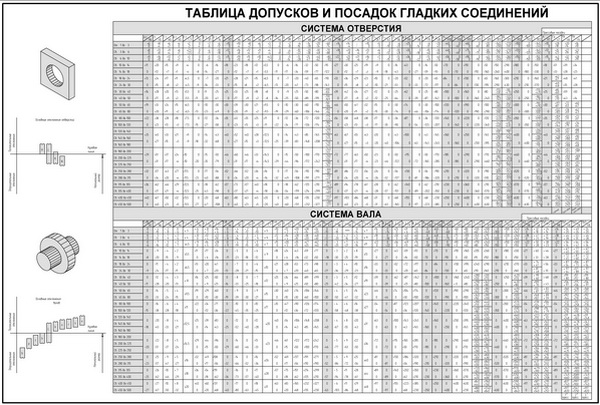
  Полная таблица допусков и посадок гладких соединений в системах отверстия и вала, с указанием полей допусков по старой системе ОСТ и по ЕСДП:
Таблицы Допусков углов
ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений»
ГОСТ 8908-81 «Основные нормы взаимозаменяемости. Нормальные углы и допуски углов»
ГОСТ 24642-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения»
ГОСТ 24643-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения»
ГОСТ 2.308-79 «Единая система конструкторской документации. Указание на чертежах допусков формы и расположения поверхностей»
ГОСТ 14140-81 «Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей»


