Экструзия позвоночника
Специалисты ЦМРТ более 15 лет специализируются на диагностике и лечении заболеваний позвоночника. Читайте подробнее на странице Лечение позвоночника.

Экструзия позвоночника — этап развития грыжи, представляет собой смещение диска с полным разрывом фиброзных волокон кольца при сохранении целостности задней продольной связки. Патологию регистрируют обычно у пациентов старше 40 лет. С возрастом вероятность развития дегенеративно-дистрофических процессов в вертебральном столбе увеличивается. Наиболее часто экструзия межпозвоночного диска происходит в L5-S1 сегментах, что обусловлено анатомическими особенностями: на пояснично-крестцовый отдел приходится основная нагрузка.
Болевой синдром, вызванный дискогенной радикулопатией, имеет разные характеристики, локализация зависит от местоположения экструзии межпозвонковых дисков. Диагностика опирается на МРТ, КТ. Лечение в 90-95% консервативное, операция необходима при вовлечении спинного мозга и нервных корешков.
Рассказывает специалист ЦМРТ

Дата публикации: 19 Мая 2021 года
Дата проверки: 30 Ноября 2021 года
Содержание статьи
Причины экструзии позвоночника
Основной причиной формирования межпозвонковой грыжи рассматривают остеохондроз и дегенеративно-дистрофические процессы в позвоночнике.
К способствующим факторам относят:
Симптомы экструзии позвоночника
Часто патология протекает бессимптомно, клинические проявления обусловлены вовлечением нервных окончаний.
Экструзия дисков позвоночника поясничного отдела сопровождается:
При вовлечении V поясничного и I крестцового корешков боль возникает ниже колена, в стопе и пальцах. Дискомфорт по передней и наружной поверхности бедер типичен для поражения IV нервного ствола.
Экструзия межпозвонкового диска в грудном отделе может маскироваться под соматические заболевания внутренних органов — стенокардию, гастрит, дискинезию кишечника, язвенную болезнь и др.
Выпячивание в шейном сегменте позвоночника проявляется болью в шее, головокружением, онемением затылка, ослаблением мускулатуры рук.
Стадии развития
Дегенеративный процесс начинается с пульпозного ядра, в норме представленного студенистой массой с высокой вязкостью и эластичностью. Постоянный обмен веществ обеспечивают хондроциты: структуры синтезируют и расщепляют протеогликаны для матрикса пульпозного ядра, удерживающего воду и коллаген в фиброзном кольце. Здоровый межпозвонковый диск поддерживает определенный уровень давления.
Аномальное механическое осевое напряжение вследствие комбинированного воздействия неблагоприятной наследственности, возраста, неадекватного транспорта метаболитов и травматизации ухудшает состояние хондроцитов и запускают дегенерацию пульпозного ядра. Указанная структура теряет влагу. Обезвоживание приводит к снижению внутридискового давления с передачей механической нагрузки на фиброзное кольцо, в котором появляются микротрещины, прогрессирующие до разрыва. Через щель при возрастании нагрузки на позвоночный столб пролабирует часть межпозвонкового диска, при экструзии выпадает фрагмент размером, превышающим основание.
Как диагностировать
Основновные методы диагностики, которые позволяют подтвердить экструзии межпозвонковых дисков — магнитно-резонансная томография и компьютерное сканирование. МРТ покажет точную причину болей в спине: поясничная радикулопатия может сопровождать не только межпозвонковые грыжи, но и фораминальный (латеральный) поясничный стеноз на фоне сдавления седалищного нерва кистой, опухолью и пр. КТ лучше демонстрирует повреждения костной ткани.
Проведение ранней углубленной диагностики необходимо при нарастании неврологических нарушений, стойком болевом синдроме, или, если лечение экструзии межпозвонкового диска подразумевает эпидуральное введение препаратов.
Экструзия. Общее представление об экструзии
Из истории экструзии
Описание технологического процесса экструзии пленки
Представим схему оборудования для производства рукавной пленки:
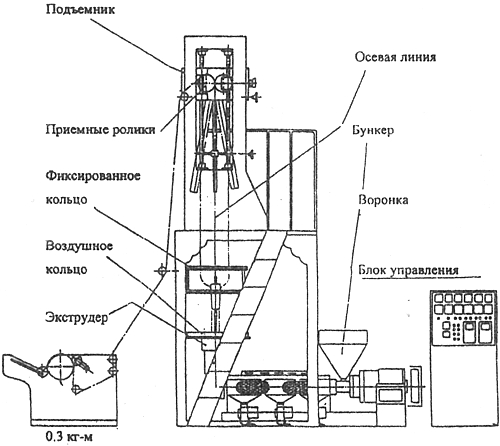
Основными элементами экструдера являются следующие агрегаты:
Процесс внутри шнековой пары
Термопластичный полимер в процессе экструзии последовательно переходит сначала из твердого состояния (в виде гранул) в расплав, а затем вновь в твердое состояние (в виде пленки) после выхода из формующей оснастки.
Структуру твердого полимера составляют длинные молекулы (макромолекулы), свернутые в клубок или переплетенные между собой, формирующие высокоупорядоченные кристаллические или неупорядоченные аморфные образования. Отдельные фрагменты полимерных цепей находятся в непрерывном движении под действием тепловой энергии.
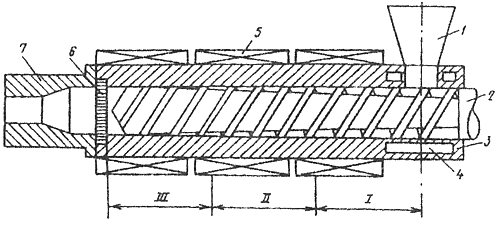
Технологический процесс экструзии полимерного сырья состоит из последовательного проталкивания материала вращающимся шнеком по зонам:
Схема одношнекового экструдера
Основные типы шнеков
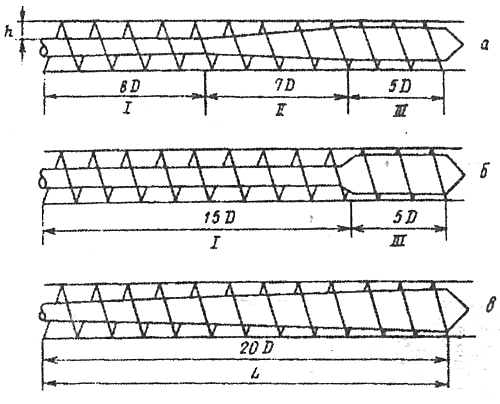
Зоны технологического процесса экструзии
Деление шнека на зоны I-III осуществляется по технологическому признаку и указывает на то, какую операцию в основном выполняет данный участок шнека. Разделение шнека на зоны условно, поскольку в зависимости от природы перерабатываемого полимера, температурно-скоростного режима процесса и других факторов, начало и окончание определенных операций могут смещаться вдоль шнека, захватывая различные зоны или переходя из одного участка в другой.
Цилиндр также имеет определенные длины зон обогрева. Длина этих зон определяется расположением нагревателей на его поверхности и их температурой. Границы зон шнека I-III и зон обогрева цилиндра могут не совпадать. Для обеспечения успешного перемещения материала большое значение имеют условия продвижения твердого материала из загрузочного бункера и заполнение межвиткового пространства, находящегося под воронкой бункера.
Питание шнека зависит от формы частиц сырья и их плотности. Гранулы, полученные резкой заготовки на горячей решетке гранулятора, не имеют острых углов и ребер, что способствует их лучшей сыпучести. Гранулы, полученные холодной рубкой прутка-заготовки, имеют острые углы, плоское сечение среза, что способствует их сцеплению и, как следствие, худшей сыпучести. При длительной работе экструдера возможен перегрев цилиндра под воронкой бункера и самого бункера. В этом случае гранулы начнут слипаться и прекратится их подача на шнек. Для предотвращения перегрева этой части цилиндра в нем могут быть сделаны полости для циркуляции охлаждающей воды (Источник: инструкция пользователя. Лебедев П.Г., Лебедева Т.М., Митина Л.Н.)
ТУ 2248-006-88742502-2004 Трубы напорные и фитинги (фасонные части) к ним из полиэтилена
ТРУБЫ НАПОРНЫЕ И ФИТИНГИ
(ФАСОННЫЕ ЧАСТИ) К НИМ
ИЗ ПОЛИЭТИЛЕНА
Дата введения 01.04.2004 г.
Санитарный врач по
Директор ООО СЛ «Испытатель»
Настоящие технические условия распространяются на трубы напорные и фитинги (фасонные части) к ним из полиэтилена, предназначенные для трубопроводов, транспортирующих воду, в том числе для хозяйственно-питьевого водоснабжения при температуре от 0 до 40°С.
Условное обозначение труб состоит из буквенного обозначения наименования материала (ПНД), стандартного размерного отношения (SDR), номинального наружного диаметра, номинальной толщины стенки трубы, назначения трубы (питьевая или техническая), обозначения настоящих технических условий.
Пример условного обозначения трубы из полиэтилена ПНД 273-79, SDR 17, номинальным наружным диаметром 32 мм и номинальной толщиной стенки 2,0 мм, для систем хозяйственно-питьевого назначения:
Примеры условного обозначения фитингов при заказе в приложении А.
1 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
5 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6 УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
7 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Приложение А Обязательное Основные параметры и размеры, масса изделий, пример условного обозначения
Приложение Б Справочное Расчетная масса 1 м труб
Ссылочные нормативные документы
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИИ
1 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1 Основные характеристики
1.1.1 Трубы и фитинги полиэтиленовые должны соответствовать требованиям ГОСТ 18599, настоящих технических условий и изготавливаться по техническому регламенту, утвержденному в установленном порядке и рабочим чертежам.
1.1.2. Трубы выпускаются типов и соответствующих им серий, указанных в таблице 1.
Стандартное размерное отношение SDR
Серия по ГОСТ 18599 S
Максимальное рабочее давление воды при 20°С, МПа (кгс/см 2 )
1.1.3 Размеры выпускаемых труб указаны в таблице 2.
Средний наружный диаметр
Овальность после экструзии, не более
Максимальное рабочее давление воды при 20°С, МПа
1.1.4 Основные параметры и размеры фитингов по приложению А.
1.1.5 Предельные отклонения по толщине стенок труб и фитингов могут быть изменены по согласованию с заказчиком.
Допускается изготовление иных фасонных частей по согласованию и по чертежам заказчика.
1.1.6 Физико-механические показатели труб и фитингов должны соответствовать требованиям, указанным в таблице 3.
Наружная и внутренняя поверхности должны быть ровными и гладкими.
На наружной поверхности допускаются следы от формующего и калибрующего инструментов величиной не более 0,5 мм.
Высота выступов после удаления литников на фитингах не должна превышать 2,0 мм.
На поверхности и на торцах не допускаются пузыри, раковины, трещины, видимые без применения увеличительных приборов.
2 Относительное удлинение при разрыве, %, не менее
3 Изменение длины после прогрева, %, не более
4 Изменение внешнего вида после прогрева
Не должно быть пузырей, раковин, трещин, вменения формы
5 Стойкость при постоянном внутреннем давлении при температуре 20°С, контрольное время испытаний при начальном напряжении: 8,0 МПа, ч, не менее
6 Стойкость при постоянном внутреннем давлении сборных узлов труб и фитингов при температуре 20°С, контрольное время испытаний при начальном напряжении 8,0 МПа, г, не менее
1.1.7 Резьба на фитингах и металлических вкладышах должна быть полного профиля без сорванных и недооформленных ниток и обеспечивать свинчиваемость соединяемых деталей вручную. Изготовление прерывистой резьбы допускается только на накидных гайках.
1.2 Требования к сырью
1.2.1 Трубы и фитинги изготавливаются из полиэтилена низкого давления ПНД 273-79, ГОСТ 16338, ПНД 273-83, ТУ 22-004-50236110.
Допускается применение полиэтилена других марок, обеспечивающих физико-механические характеристики изделий.
1.2.2 Трубы для хозяйственно-питьевого водоснабжения изготовляют из полиэтилена марок, разрешенных органами здравоохранения.
1.2.3 По согласованию с потребителем допускается изготовлять трубы технического назначения с использованием вторичного сырья той же марки, образующегося при собственном производстве труб по настоящим техническим условиям.
1.2.4 Вкладыши металлические для резьбовых соединений изготавливаются из:
1.3.2 Каждая труба должна иметь маркировку, которая производится на ее поверхности методом принтерной печати с интервалом не более 4 м.
1.3.3 Буквенно-цифровую маркировку фитингов производят на их наружной стороне в процессе производства.
1.3.4 Пакеты снабжают ярлыком с нанесением транспортной маркировки по ГОСТ 14192 с указанием: юридического адреса предприятия-изготовителя, страны изготовителя, даты изготовления (месяц, год).
1.4.1 Фасонные части упаковываются в полиэтиленовые мешки ( ГОСТ 12302 или ГОСТ 17811) по 45, 50, 100 шт.
Допускается иная упаковка по согласованию с заказчиком.
1.4.2 Трубы формируются в транспортные пакеты по согласованию с заказчиком.
2 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
Средства пожаротушения: распыленная вода со смачивателем, огнетушащие составы (средства), двуокись углерода, пена, огнетушащий порошок ПФ, песок, кошма. Тушить пожар необходимо в противогазах марки В по ГОСТ 12.4.121.
2.2 В условиях хранения и эксплуатации трубы и фитинги из полиэтилена не выделяют в окружающую среду токсичных веществ и не оказывают при непосредственном контакте вредного действия на организм человека, работа с ними не требует применения специальных средств индивидуальной защиты.
2.3 Безопасность технологического процесса при производстве труб должна соответствовать ГОСТ 12.3.030. Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны производственных помещений и класс опасности по ГОСТ 12.1.005 приведены в таблице 4.
Предельно допустимая концентрация, мг/м 3
Действие на организм
Выраженное раздражающее, сенсибилизирующее
Органические кислоты (в пересчете на уксусную кислоту)
2.4 С целью предотвращения загрязнения атмосферы в процессе производства труб необходимо выполнять требования ГОСТ 17.2.3.02.
Трубы стойки к деструкции в атмосферных условиях при соблюдении условий эксплуатации и хранения. Образующиеся при производстве труб твердые технологические отходы не токсичны, обезвреживания не требуют, подлежат переработке. Отходы, не подлежащие переработке, уничтожают в соответствии с санитарными правилами, предусматривающими порядок накопления, транспортирования, обезвреживания и захоронения промышленных отходов.
3 ПРАВИЛА ПРИЕМКИ
3.1 Трубы и фасонные части принимаются партиями. Партией считается количество труб (в метрах), изготовленных из одной марки сырья и на одной технологической линии, или фасонных частей (в штуках), изготовленных при тех же условиях, сдаваемых одновременно и сопровождаемых одним документом о качестве.
Размер партии труб должен быть не более 5000 м.
Размер партии фасонных частей должен быть не более 1000 шт.
3.2 Каждая партия продукции должна сопровождаться паспортом, в котором указывается:
— условное обозначение продукции, номер партии;
— дата выпуска партии;
— заключение о соответствии требованиям настоящих технических условий.
3.3 Для проверки соответствия труб и фасонных частей требованиям настоящих технических условий проводят приемо-сдаточные и периодические испытания. Для испытания отбирают изделия из партии методом случайного отбора в количестве 0,5 %, но не менее 5 шт труб по 2 м и 5 шт фитингов одного типоразмера, при этом результаты испытаний распространяются на все типоразмеры с одной технологической линии.
3.4 Приемо-сдаточные испытания проводят на каждой партии.
3.5 При приемо-сдаточных испытаниях контролируют основные размеры. Остальные размеры должны обеспечиваться принятой к производству формующей оснасткой, которую контролируют при ее приемке.
3.6 Приемо-сдаточные испытания труб проводят по показателям:
внешний вид, размеры, маркировка, изменение после прогрева, относительное удлинение при разрыве.
3.7 Приемо-сдаточные испытания фитингов проводят по показателям:
внешний вид, основные размеры, маркировка, комплектность, изменение внешнего вида после прогрева, свинчиваемость резьбовых соединений.
3.8 При получении неудовлетворительных результатов хотя бы по одному показателю по нему проводят повторный контроль удвоенного количества образцов от той же партии. В случае неудовлетворительных результатов проверки партия продукции приемке не подлежит.
3.9 Периодические испытания проводят 1 раз в полугодие. Образцы для периодических испытаний отбирают из партий, прошедших приемо-сдаточные испытания.
3.11 Периодические испытания фитингов проводят по показателям: стойкость при постоянном внутреннем давлении сборных узлов труб и фитингов при температуре 20°С и контрольном времени испытания 1 час
3.12 При получении неудовлетворительных результатов, проводят повторное испытание удвоенного количества образцов.
В случае неудовлетворительных результатов повторных испытаний проводят уточнение технологического процесса производства изделий, после чего партии изделий с данной технологической линии контролируют отдельно от других до получения удовлетворительных результатов по данному показателю не менее, чем на трех последовательных партиях.
3.13 Потребитель имеет право на проведение проверки любого показателя качества, при этом необходимо соблюдать правила отбора образцов и методы испытания, установленные настоящими техническими условиями.
3.14 Перед началом производства изделий из новых композиций сырьевых материалов или при изменении технологических режимов, изготовитель обязан проводить типовые испытания.
Типовые испытания проводят по всем пунктам приемо-сдаточных и периодических испытаний не менее, чем на пяти образцах, отобранных методом случайного отбора. При изготовлении новой оснастки или после ремонта формующих элементов оснастки проводят контроль размеров по рабочим чертежам.
4 МЕТОДЫ КОНТРОЛЯ
4.1 Внешний вид, маркировка и качество поверхности продукции проверяются визуально без применения увеличительных приборов.
4.2 Определение размеров по ГОСТ 29325.
4.3 Овальность трубы после экструзии определяют как разность между максимальным и минимальным наружными диаметрами, определяемыми по ГОСТ 29325 в одном сечении пробы штангенциркулем или микрометром типа МК.
4.4 Определение относительного удлинения при разрыве по ГОСТ 18599 на образцах лопатках типа I по ГОСТ 11262.
4.5 Изменение длины труб после их прогрева при температуре (110±2) °С по ГОСТ 27078.
4.7 Определение стойкости при постоянном внутреннем давлении проводят по ГОСТ 24157 при температуре (20±2)°С не менее чем на 3-х образцах, изготовленных из 3 единиц продукции.
4.8 Определение стойкости при постоянном внутреннем давлении сборных узлов труб и фитингов проводят по ГОСТ 24157 на образцах, соединенных между собой различными методами, рекомендованными для данного вида фитинга.
Допускается проводить испытание на образцах-гирляндах, включающих 2 или 3 сборных узла.
5 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1 Трубы и фитинги транспортируют любым видом транспорта в соответствии с правилами перевозки грузов и техническими условиями погрузки и крепления грузов, действующими на данном виде транспорта.
5.2 Трубы и фитинги должны храниться в неотапливаемых складских помещениях в условиях, исключающих вероятность механических повреждений, или в отапливаемых складах не ближе 1 м от отопительных приборов, защищенными от воздействия прямых солнечных лучей и атмосферных осадков.
5.3 Трубы должны храниться на стеллажах в штабелях высотой не более 1,5 м.
6 УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
6.1 Соединение фитингов и труб при монтаже систем водоснабжения должно производиться в соответствии с требованиями технических условий, строительных норм, правил и инструкций, утвержденных в установленном порядке.
6.2 Фитинги и трубы могут быть соединены между собой следующими методами:
— с помощью резьбовых соединений;
— раструбно-стыковой сваркой нагретым инструментом.
6.3 Для выполнения сварных соединений должны применяться фитинги и трубы, изготовленные из материала одного вида.
7 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1 Изготовитель гарантирует соответствие труб и фитингов требованиям настоящих технических условий при соблюдении правил транспортирования, хранения и применения, установленных настоящими техническими условиями
Приложение А
Обязательное
Основные параметры и размеры, масса изделий, пример условного обозначения
Размеры труб ПНД
Уже сейчас диаметр ПНД труб позволяет использовать данный материал практически во всех областях, где необходимо организовать систему коммуникаций. Подобные полимерные изделия применяют для подачи воды, некоторых активных составов и даже для защиты кабелей и электрических цепей. За время своего существования эти трубы претерпели массу изменений и поэтому, прежде чем покупать этот материал, его следует тщательно изучить.

Что такое труба ПНД
Сама аббревиатура ПНД расшифровывается как полиэтилен низкого давления. Его изготавливают посредством поляризации газа этилена, получая сложное вещество с определенными качествами. Именно они и определили область использования этого материала. Поэтому какие бы размеры труб ПНД вам не встречались, они всегда будут:
Учитывая такие характеристики данный материал отлично подходит для создания систем водопровода и канализации. Если же принять во внимание его длительный срок эксплуатации, то становится понятно, что эти трубы позволяют значительно сократить расходы как при монтаже, так и последующей эксплуатации.
В некоторых случаях трубы из данного материала называют пластиковыми. Отчасти это верно, но технически неграмотно. Поэтому для простоты общения их принято называть полиэтиленовыми.
Сортамент ПНД труб
Обычно диаметр ПНД труб подбирают по специальной таблице. В ней указаны все необходимые параметры, чтобы человек смог найти материал, наиболее подходящий для его технических условий.
Однако необходимо учитывать, что существует несколько стандартов, определяющих параметры труб, на которые обязаны ориентироваться все изготовители.
ГОСТ 18599-2001
Данный стандарт регламентирует изготовление напорных изделий. Эти трубы используют в самых обширных областях и перечень их размеров просто огромен. Он зависит от конкретного назначения и технической необходимости. Поэтому имеет смысл описать исключительно крайние значения.
Труба ПЭ часто именуется как ПНД, но это неправильно. Эта маркировка свойственна другому стандарту, предназначенному для канализационных систем.
Отдельного внимания заслуживают трубы:
Таблица 1. Размеры и максимальные рабочие давления труб из полиэтилена ПЭ 80
| Средний наружный диаметр | SDR 26 S 12,5 | SDR 21 S 10 | SDR 17,6 S 8,3 | SDR 17 S 8 | SDR 13,6 S 6,3 | SDR 11 S 5 | SDR 9 S 4 | Овальность после экструзии, не более | ||||||||
| Максимальное рабочее давление воды при 20°С, МПа | ||||||||||||||||
| 0,5 | 0,63 | 0,8 | 0,8 | 1,0 | 1,25 | 1,6 | ||||||||||
| Толщина стенки | ||||||||||||||||
| Н | ПО | Н | ПО | Н | ПО | Н | ПО | Н | ПО | Н | ПО | Н | ПО | Н | ПО | |
| 16 | +0,3 | — | — | — | — | — | — | — | — | — | — | — | — | 2,0* | +0,4 | 1,2 |
| 20 | +0,3 | — | — | — | — | — | — | — | — | — | — | 2,0* | +0,4 | 2,3 | +0,5 | 1,2 |
| 25 | +0,3 | — | — | — | — | — | — | — | — | 2,0* | +0,4 | 2,3 | +0,5 | 2,8 | +0,5 | 1,2 |
| 32 | +0,3 | — | — | — | — | — | — | 2,0* | +0,4 | 2,4 | +0,5 | 3,0 | +0,5 | 3,6 | +0,6 | 1,3 |
| 40 | +0,4 | — | — | 2,0* | +0,4 | — | — | 2,4 | +0,5 | 3,0 | +0,5 | 3,7 | +0,6 | 4,5 | +0,7 | 1,4 |
| 50 | +0,5 | 2,0 | +0,4 | 2,4 | +0,5 | — | — | 3,0 | +0,5 | 3,7 | +0,6 | 4,6 | +0,7 | 5,6 | +0,9 | 1,4 |
| 63 | +0,6 | 2,5 | +0,5 | 3,0 | +0,5 | 3,6 | +0,6 | 3,8 | +0,6 | 4,7 | +0,8 | 5,8 | +0,9 | 7,1 | +1,1 | 1,5 |
| 75 | +0,7 | 2,9 | +0,5 | 3,6 | +0,6 | 4,3 | +0,7 | 4,5 | +0,7 | 5,6 | +0,9 | 6,8 | +1,1 | 8,4 | +1,3 | 1,6 |
| 90 | +0,9 | 3,5 | +0,6 | 4,3 | +0,7 | 5,2 | +0,8 | 5,4 | +0,9 | 6,7 | +1,1 | 8,2 | +1,3 | 10,1 | +1,6 | 1,8 |
| 110 | +1,0 | 4,2 | +0,7 | 5,3 | +0,8 | 6,3 | +1,0 | 6,6 | +1,0 | 8,1 | +1,3 | 10,0 | +1,5 | 12,3 | +1,9 | 2,2 |
| 125 | +1,2 | 4,8 | +0,8 | 6,0 | +0,9 | 7,1 | +1,1 | 7,4 | +1,2 | 9,2 | +1,4 | 11,4 | +1,8 | 14 | +2,1 | 2,5 |
| 140 | +1,3 | 5,4 | +0,9 | 6,7 | +1,1 | 8,0 | +1,2 | 8,3 | +1,3 | 10,3 | +1,6 | 12,7 | +2,0 | 15,7 | +2,4 | 2,8 |
| 160 | +1,5 | 6,2 | +1,0 | 7,7 | +1,2 | 9,1 | +1,4 | 9,5 | +1,5 | 11,8 | +1,8 | 14,6 | +2,2 | 17,9 | +2,7 | 3,2 |
| 180 | +1,7 | 6,9 | +1,1 | 8,6 | +1,3 | 10,2 | +1,6 | 10,7 | +1,7 | 13,3 | +2,0 | 16,4 | +2,5 | 20,1 | +3,1 | 3,6 |
| 200 | +1,8 | 7,7 | +1,2 | 9,6 | +1,5 | 11,4 | +1,8 | 11,9 | +1,8 | 14,7 | +2,3 | 18,2 | +2,8 | 22,4 | +3,4 | 4,0 |
| 225 | +2,1 | 8,6 | +1,3 | 10,8 | +1,7 | 12,8 | +2,0 | 13,4 | +2,1 | 16,6 | +2,5 | 20,5 | +3,1 | 25,2 | +3,8 | 4,5 |
| 250 | +2,3 | 9,6 | +1,5 | 11,9 | +1,8 | 14,2 | +2,2 | 14,8 | +2,3 | 18,4 | +2,8 | 22,7 | +3,5 | 27,9 | +4,2 | 5,0 |
| 280 | +2,6 | 10,7 | +1,7 | 13,4 | +2,1 | 15,9 | +2,4 | 16,6 | +2,5 | 20,6 | +3,1 | 25,4 | +3,9 | 31,3 | +4,7 | 9,8 |
| 315 | +2,9 | 12,1 | +1,9 | 15,0 | +2,3 | 17,9 | +2,7 | 18,7 | +2,9 | 23,2 | +3,5 | 28,6 | +4,3 | 35,2 | +5,3 | 11,1 |
| 355 | +3,2 | 13,6 | +2,1 | 16,9 | +2,6 | 20,1 | +3,1 | 21,1 | +3,2 | 26,1 | +4,0 | 32,2 | +4,9 | 39,7 | +6,0 | 12,5 |
| 400 | +3,6 | 15,3 | +2,3 | 19,1 | +2,9 | 22,7 | +3,5 | 23,7 | +3,6 | 29,4 | +4,5 | 36,3 | +5,5 | 44,7 | +6,8 | 14,0 |
| 450 | +4,1 | 17,2 | +2,6 | 21,5 | +3,3 | 25,5 | +3,9 | 26,7 | +4,1 | 33,1 | +5,0 | 40,9 | +6,2 | 50,3 | +7,6 | 15,6 |
| 500 | +4,5 | 19,1 | +2,9 | 23,9 | +3,6 | 28,3 | +4,3 | 29,7 | +4,5 | 36,8 | +5,6 | 45,4 | +6,9 | 55,8 | +8,4 | 17,5 |
| 560 | +5,0 | 21,4 | +3,3 | 26,7 | +4,1 | 31,7 | +4,8 | 33,2 | +5,0 | 41,2 | +6,2 | 50,8 | +7,7 | — | — | 19,6 |
| 630 | +5,7 | 24,1 | +3,7 | 30,0 | +4,5 | 35,7 | +5,4 | 37,4 | +5,7 | 46,3 | +7,0 | 57,2 | +8,6 | — | — | 22,1 |
| 710 | +6,4 | 27,2 | +4,1 | 33,9 | +5,1 | 40,2 | +6,1 | 42,1 | +6,4 | 52,2 | +7,9 | — | — | — | — | 24,9 |
| 800 | +7,2 | 30,6 | +4,6 | 38,1 | +5,8 | 45,3 | +6,8 | 47,4 | +7,2 | 58,8 | +8,9 | — | — | — | 28,0 | |
| 900 | +8,1 | 34,4 | +5,2 | 42,9 | +6,5 | 51,0 | +7,7 | 53,3 | +8,0 | — | — | — | — | — | — | 31,5 |
| 1000 | +9,0 | 38,2 | +5,8 | 47,7 | +7,2 | 56,6 | +8,5 | 59,3 | +8,9 | — | — | — | — | — | — | 35,0 |
| 1200 | +10,0 | 45,9 | +6,9 | 57,2 | +8,6 | — | — | — | — | — | — | — | — | — | — | 42,0 |
Таблица 2. Размеры и максимальные рабочие давления труб из полиэтилена ПЭ 100
| Средний наружный диаметр | SDR 17 S 8 | SDR 13,6 S 6,3 | SDR 11 S 5 | Овальность после экструзии, не более | ||||
| Максимальное рабочее давление воды при 20°С, МПа | ||||||||
| 1 | 1,25 | 1,6 | ||||||
| Толщина стенки | ||||||||
| Н | ПО | Н | ПО | Н | ПО | Н | ПО | |
| 32 | +0,3 | — | — | — | — | 3,0 | +0,5 | 1,3 |
| 40 | +0,4 | — | — | 3 | +0,5 | 3,7 | +0,6 | 1,4 |
| 50 | +0,5 | 3,0 | +0,5 | 3,7 | +0,6 | 4,6 | +0,7 | 1,4 |
| 63 | +0,6 | 3,8 | +0,6 | 4,7 | +0,8 | 5,8 | +0,9 | 1,5 |
| 75 | +0,7 | 4,5 | +0,7 | 5,6 | +0,9 | 6,8 | +1,1 | 1,6 |
| 90 | +0,9 | 5,4 | +0,9 | 6,7 | +1,1 | 8,2 | +1,3 | 1,8 |
| 110 | +1,0 | 6,6 | +1,0 | 8,1 | +1,3 | 10,0 | +1,5 | 2,2 |
| 125 | +1,2 | 7,4 | +1,2 | 9,2 | +1,4 | 11,4 | +1,8 | 2,5 |
| 140 | +1,3 | 8,3 | +1,3 | 10,3 | +1,6 | 12,7 | +2,0 | 2,8 |
| 160 | +1,5 | 9,5 | +1,5 | 11,8 | +1,8 | 14,6 | +2,2 | 3,2 |
| 180 | +1,7 | 10,7 | +1,7 | 13,3 | +2,0 | 16,4 | +2,5 | 3,6 |
| 200 | +1,8 | 11,9 | +1,8 | 14,7 | +2,3 | 18,2 | +2,8 | 4,0 |
| 225 | +2,1 | 13,4 | +2,1 | 16,6 | +2,5 | 20,5 | +3,1 | 4,5 |
| 250 | +2,3 | 14,8 | +2,3 | 18,4 | +2,8 | 22,7 | +3,5 | 5,0 |
| 280 | +2,6 | 16,6 | +2,5 | 20,6 | +3,1 | 25,4 | +3,9 | 9,8 |
| 315 | +2,9 | 18,7 | +2,9 | 23,2 | +3,5 | 28,6 | +4,3 | 11,1 |
| 355 | +3,2 | 21,1 | +3,2 | 26,1 | +4,0 | 32,2 | +4,9 | 12,5 |
| 400 | +3,6 | 23,7 | +3,6 | 29,4 | +4,5 | 36,3 | +5,5 | 14,0 |
| 450 | +4,1 | 26,7 | +4,1 | 33,1 | +5,0 | 40,9 | +6,2 | 15,6 |
| 500 | +4,5 | 29,7 | +4,5 | 36,8 | +5,6 | 45,4 | +6,9 | 17,5 |
| 560 | +5,0 | 33,2 | +5,0 | 41,2 | +6,2 | 50,8 | +7,9 | 19,6 |
| 630 | +5,7 | 37,4 | +5,7 | 46,3 | +7,0 | 57,2 | +8,6 | 22,1 |
| 710 | +6,4 | 42,1 | +6,4 | 52,2 | +7,8 | — | — | 24,9 |
| 800 | +7,2 | 47,4 | +7,2 | 58,8 | +8,9 | — | — | 28,0 |
| 900 | +8,1 | 53,3 | +8,0 | — | — | — | — | 31,5 |
| 1000 | +9,0 | 59,3 | +8,9 | — | — | — | — | 35,0 |
Коэффициент SDR для ПНД труб
Помимо размера труб ПНД важное значение имеет и такой параметр как коэффициент SDR. Он определяется благодаря отношению размера стенок с окружностью труб. При этом данная величина характеризует давление, которое способна выдержать сама труба.
Вес ПНД труб
Обычно на такой параметр как вес труб ПНД не обращают внимание. Это связано с тем, что эти изделия намного легче металлических конструкций того же типа. Поэтому данным параметром часто пренебрегают. Однако его значение не стоит недооценивать, особенно если осуществляется перевозка большой партии материалов или разрабатывается конструкция с минимальными нагрузками.
Приобретая такие изделия как трубы, очень важно обращать внимание на спецификацию изделия, чтобы уточнить все характеристики. Если же вы не можете сами разобраться в параметрах или не знаете некоторых величин, то наши специалисты могут подсказать вам, какая труба лучше всего подойдет для вас, ориентируясь на области применения.


