Шлак в середине, а металл по краям — что делать?
Часто при сварке электродом возникают различного рода проблемы. Вроде бы и ток научился подбирать правильно, и диаметр электродов согласно толщине металла, а нет, все равно, сварка не получается, так как надо.
Самой большой проблемой оказывается шлак, который застывает в металле, прямо посередине шва. В итоге заготовка разваливается на месте, нет абсолютно никакой прочности соединения, не говоря уже о возможности его дальнейшего использования.
Возникает такая проблема по разным причинам, дело может быть в сварочном токе, а точнее его заниженном значении, отсыревших электродах, а также, из-за неумения сварщика отличать шлак от металла и выгонять его из сварочной ванны. Ниже мы рассмотрим основные причины, из-за которых шлак остается по центру сварного шва, а металл растекается по краям.
Шлак в середине, а металл по краям — что делать?
Некрасиво, непрочно и ненадёжно — так можно охарактеризовать сварное соединение с большим включением шлака. Само собой разумеется, что такую работу не примет заказчик, да и варить для себя, таким образом, является кощунством. Поэтому в первую очередь нужно сделать всё, чтобы исключить застывание шлака в сварочной ванне.

Основная проблема связана с непроварами. В нескольких точках металл прихватывается, и вроде бы заготовки держатся, но всё это не то, что надо. Большую часть, в данном случае, образует непровар, то есть, металл не сплавился и не соединился, как положено.
Непровары возникают, чаще всего, по вине самого сварщика. Высокая скорость передвижения электрода во время сварки, длинная дуга. Чтобы исключить непровары металла, не нужно спешить. Следует выдерживать только короткую дугу — длиной до 3 мм.

Также, не следует бояться прожечь металл, даже если речь идёт о сварке тонкостенных изделий, профильной трубы и т. д. Многие начинающие сварщики, как раз и допускают такую ошибку. Они боятся прожечь металл, быстро отводят электрод от тонкой заготовки, в результате чего металл не прогревается до конца.
Ошибки из-за неправильного расположения электрода
Часто ошибки допускаются и из-за неправильного расположения электрода по отношению к заготовкам. Если сваривается толстый и тонкий металл, то разжигать электрод нужно начинать на толстом металле, постепенно перенося наплавленный металл на тонкостенную заготовку.

Например, когда приваривается профильная труба к столбику, то начинать разжигать электрод нужно от столба, который имеет большую толщину стенки. Таким образом, ставится первая перемычка, с которой затем и будет начинаться сварочный шов.
Действовать нужно следующим образом:

Если всё сделать правильно в самом начале сварке, то о проблемах с непроварами можно забыть. При этом всё-таки важно следить за скоростью перемещения электрода, и достаточно резко отводить его от металла, чтобы не возникало чрезмерно длиной сварочной дуги.
Зашлаковка шва у начинающих
Достаточно распространёнными проблемами при сварке у начинающих является непровар и сильная зашлаковка шва. Вроде бы и электроды сухие, и сварочный ток подобран правильно, а металл никак не хочет свариваться.
Причин этому может быть несколько, но, как правило, основная из них связана с нарушение технологии самой сварки. Чаще всего непровары образуются в корне шва и между слоями расплавленного металла. Также непровар может возникнуть вдоль кромок основного и наплавленного металла.
Обильное же количество шлаковых включений возникает в результате высокой скорости затвердевания металла, а также из-за использования электродов низкого качества. Про зашлаковку сварочного шва, а также о проблемах непровара, мы и поговорим в этой статье.
Из-за чего происходит непровар металла при сварке
Непровар — это серьёзный дефект сварки, который характеризуется частичным или даже полным отсутствием сплавления металлов. Вроде бы шов и наложен, но при отбивании шлака молотком, сварное соединение разваливается.

Происходит это по причине того, что металл недостаточно хорошо расплавлен в корне шва или вдоль кромок. Зачастую начинающий сварщик выдерживает слишком большое расстояние между металлом и электродом, что приводит к нестабильному горению сварочной дуги и к разбрызгиванию металла.
Чтобы решить проблемы нужно удерживать электрод как можно ближе к поверхности заготовки, практически «втыкая» в неё конец электрода. Также виной непровара могут быть неправильные настройки сварочного тока или слабое напряжение в сети.

Все это приводит к тому, что в зоне сварки не обеспечивается нужное количество тепла для полноценного проплавления металла. Кроме этого, слишком быстрое движение электродом, что как раз и характерно для начинающих сварщиков (спешка), также приводит к образованию непровара.
Сильная зашлаковка сварного шва
Чаще всего непровар металла характеризуется сильной зашлаковкой сварочного шва. То есть, ведя быстро электрод вдоль соединения, расплавленного металла, образуется слишком мало, что и приводит к зашлаковке шва.

Поэтому главной причиной зашлаковки и возникновения обильного количества шлака при сварке, являются недостаточный объем расплавленного металла и его быстрое застывание. В результате этого шлак остается в сварочной ванне и не успевает вовремя из неё выйти.
Также зашлаковка может происходить и по вине электродов низкого качества, а также при использовании неподходящих электродов. Причинами могут быть и не соблюдение технологий сварки, например, неправильный угол наклона электрода или высокая скорость его передвижения вдоль свариваемых кромок изделия.

Избавиться и от той, и от другой проблемы можно, если изучить азы сварочного дела и набраться опыта. Со временем, рассматривая те или иные дефекты, получится полностью от них избавиться. Однако на это нужно время и практика.
Сварочный шлак
Содержание:
Соединение металлических деталей в цельные конструкции часто осуществляется с помощью дуговой сварки. Это довольно эффективная и простая технология сваривания, но основным побочным эффектом ее является сварочный шлак.
Что такое шлаковые включения

Все возникающие в процессе сварке на металлической поверхности шлаковые включения разделяют на два вида:
Негативное воздействие на механические характеристики металлического изделия оказывают обе разновидности включений.
Причины, по которым шлаковые включения образуются
Довольно часто только осваивающие сварочные технологии специалисты задаются вопросом почему много шлака при сварке образуется на соединительных стыках. Появление таких включений обусловлено разными факторами:
Чтобы осуществлялась сварка без шлака или же с минимальным его количеством, желательно обратиться за помощью к опытным сварщикам. Если вы хотите самостоятельно сваривать, то следует научиться сваривать самые простые элементы и только потом приступать к более сложным.
Как шлак отличить от металла
С разными проблемами и вопросами при создании металлоизделий посредством сваривания сталкиваются сварщики, особенно новички. Например, многие затрудняются как отличить шлак от металла при сварке.

В действительности отличить металл и шлаковые включения несложно. Для этого следует обратить внимание на следующие факторы:
Почему шлак нужно удалять
Шлаковые включения в основном состоят из оксидов за счет пористой структуры существенно понижают прочностные свойства металла. При эксплуатации сварной конструкции оксиды из шлака способны вступать с железом в химическую реакцию, что приводит к ее разрушению. Поэтому сразу после остывания, когда шлак становится черным его необходимо удалять.

На начальном этапе сварки образовавшийся над ванной шлак с окислами защищает металл от быстрого охлаждения. Поскольку намного медленнее понижается температура металла, при удалении шлака после сварки швы получаются более ровными и однородными.
Есть и другие причины, по которым рекомендовано удалять после сваривания деталей образовавшийся на стыках шлак:
Обратите внимание! Если не удалить сварочный шлак, применение готового изделия может быть невозможным из-за присутствующих дефектов в виде волчков и неметаллических включений. Особенно важно это для конструкций, которые при эксплуатации будут подвергаться высоким внешним нагрузкам.
Как минимизировать шлаковые включения при сваривании металлов
Многих начинающих мастеров беспокоят вопросы «почему много шлака при сварке инвертором». Как правило такие проблемы наблюдаются при сварке, когда элементы находятся в нижнем положении. В случаях, когда деталь расположена под уклоном, то шлак стекает намного быстрее чем жидкая металлическая смесь из сварочной ванны. В связи с тем, что шлак не успел выйти наружу, он остается в сварочном шве.
Также шлаковые образования появляются при чрезмерно больших зазорах или при недостаточном токе в отношении к толщине металла. Намного реже проблемы со шлаком возникают при создании вертикальных швов, при этом шов остается сверху, а шлак стекает вниз.
Некоторые профессиональные сварщики советуют ставить заготовку под уклоном и варить сверху вниз, другие предлагают использовать для сварки электроды без шлака с темным покрытием.
Чтобы внутрь сварочной ванны не попадали частички шлаков, следует координировать направление электрода. Располагать его нужно таким образом, чтобы при испарении электродного покрытия поток газа такой дефект «выдувало» на внешнюю поверхность соединительного стыка. Оставлять шлак в сварочной ванне нельзя. Он быстро должен кристаллизироваться, что позволит удалить его без особых усилий.
Как избавиться от шлака
Чтобы при сваривании избавиться от шлака, можно попытаться увеличить дугу. Это предотвратит затекание шлаковых образований под сварочную ванну.
Изменением полярности тока при сварке инвертором и движением от минуса к плюсу электродом можно предотвратить накопление шлака в шве. Нельзя на одном месте слишком долго задерживаться, перемещать дугу необходимо быстро и равномерно.
Если габариты изделия позволяют, можно попытаться обратно «загнать» шлак, меняя угол наклона детали. Меньше шлака дает инверторная сварка на обратных токах. Такой аппарат лучше всего использовать начинающим сварщикам, поскольку они предотвращают залипание электрода и в разы упрощают сварочный процесс.
Интересное видео
Шлак сварочный — как не перепутать с металлом
При сварке металла, прямо над сварочным швом, образуется шлак, который представляет собой продукт окисленного металла и электродной обмазки. Шлак защищает сварочную ванну от попадания кислорода, и не даёт соединению слишком быстро остыть, что приводит к потере прочности и появлению различных дефектов сварки.
Однако, попав в ванну вместе с жидким металлом, шлак становится причиной разрушения сварочного соединения. Вот почему так важно при сварке уметь выгнать шлак из сварочной ванны, и не дать ему перемешаться с металлом. При этом новичку-сварщику очень непросто определить, в начале своей карьеры, где шлак, а где непосредственно сам металл.
Шлак сварочный — учимся отличать от металла
Не допустить попадание шлака в сварочную ванну, можно подобрав правильный режим сварки и изменив положение свариваемых деталей. Однако для этого важно разглядеть шлак и отличить его от металла. Только так получится выбрать угол наклона электрода и выгнать шлак, тем самым, с места соединения металлов.

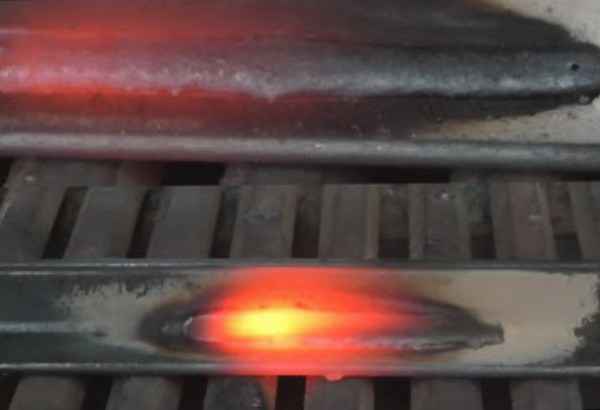
Сварочный шлак и металл имеют различную степень плотности, а также у них разная вязкость. В результате этого, шлак и металл имеют отличные температуры нагрева — металл нагревается быстрее, но и остывает, также, быстрее в отличие от шлака. После остывания, шлак становится намного светлее металла.
В начале нагревания, шлак темнее раскалённого металла, который имеет красный цвет. Поэтому отличить шлак от металла можно по цвету: в начале нагрева он темней металла, а по мере остывания становится светлей. Таким образом, можно видеть, где раскалённый металл, а где шлак.
На первых порах начинающему сварщику может показаться, что особых различий нет, но все приходит с опытом. Со временем, когда вы будете более спокойно относиться к сварочному процессу, результат не заставит себя долго ждать.
Из-за чего появляются шлаковые включения в металле
Очень частой проблемой у начинающих сварщиков, является застывание шлака прямо в металле. В результате этого сварочный шов имеет непрезентабельный внешний вид и множество различных дефектов: крупные поры, дыры и т. д. Как правило, связано это с тем, что шлак не успел вовремя выйти из жидкого металла до остывания.

Причинами этому может быть:
Если при сварке ток слишком занижен, то образование шлака в соединении будет слишком заметным. Рекомендуется увеличить значения сварочного тока, чтобы металл смог выбрасывать шлак наружу из ванны. Также, необходимо подобрать правильное положение электрода во время сварки. Это позволит не допустить попадание шлака в сварочную ванну.

Не стоит держать электрод строго под прямым углом к свариваемой заготовке. Угол наклона должен составлять приблизительно 10-15 градусов (на себя). В месте соединения сваркой, металл необходимо очистить от ржавчины и грязи. Только так можно будет получить качественный контакт между электродом и заготовкой, что будет являться залогом прочного и надёжного соединения.
Что такое сварочный шлак и как отличить от металла
Из всех видов сварки первое место по распространенности занимает дуговая электросварка. Для ее выполнения не требуется сложное оборудование и дорогостоящие материалы. Отличительной чертой технологии считают побочный продукт ― шлак сварочный, который образуется при плавлении металла. В зависимости от количества и места расположения он может быть полезным или вредным отходом.

Что такое и причины появления
Сварочный шлак ― это пористая корка черного цвета, которая образуется на поверхности шва. После остывания легко отбивается молотком. В состав отхода входят оксиды материала заготовок и электродов, марганца, кремния и других элементов. Содержание расплавленных компонентов флюса или обмазки электродов незначительно и существенно не влияет на структуру отхода. По технологии слой шлака должен защищать расплавленное железо от окисления кислородом воздуха и быстрого остывания, предотвращая тем самым образование трещин. Однако если его частицы после остывания остаются внутри сварочного шва, прочность соединения значительно снижается. Это может стать причиной разрушения конструкции во время эксплуатации, если она подвергается механическим нагрузкам.
Внутренние шлаковые включения появляются, если:

Как отличить шлак от металла
Для предотвращения засорения соединения нужно уметь отличать шлак от металла при сварке. Их различают по характерным признакам:
Отследить появление отхода можно в процессе расплавления металла. В свете дуги хорошо видны границы стыка и сварочной ванны. Все что светлое ― металл, темное ― шлак. Распознать различия между ними будет проще, если вести сварку углом назад.
Почему много шлака при сварке
Когда образуется много шлаков при сварке, они мешают следить за качеством формируемого шва и выполнять операцию, так как плохо проводят ток. Причинами появления большого количества отходов могут стать:
Зачем нужно удалять шлак
Если отход не удалить, оксиды, из которых он состоит, вступают в химическую реакцию с металлом и разрушают шов. Поэтому, как только соединение остынет, почерневшую корку удаляют. Кроме этого сварочный шов очищают от шлака, чтобы:
Как избавиться
Не стоит стремиться полностью избавляться от шлака во время сварки, так как расплавленный металл останется без защиты. Но значительно уменьшить его количество необходимо, чтобы снизить риск застывания пористых частиц внутри соединения.
Борьбу с лишними отходами начинают на этапе подготовки. Свариваемые поверхности зачищают до блеска, затем обезжиривают. Диаметр электродов выбирают в соответствии с толщиной деталей, а марку для выполнения конкретной операции (резка, наплавка, сварка) с толстым слоем обмазки. Детали размещают с минимально допустимым зазором между ними. Чтобы шлак из сварочной ванны стекал вниз, заготовки устанавливают с небольшим уклоном, сварку начинают сверху.
Не нужно избавляться от шлака полностью, нужно уменьшить его количество — слой шлака защищает металл от окисления и быстрого остывания, но он не должен попасть внутрь шва, иначе снижается качество сварного соединения.
Если положение деталей изменить нельзя, для очистки сварочной ванны от отходов электрод ведут с наклоном. При этом будет легче выявить места его образования. Однако при большом наклоне вместе со шлаком начнет выдуваться расплавленный металл. Поэтому надо уметь находить оптимальный угол положения электрода.
Если варить большим током или короткой дугой, частицы сварочного шлака будут быстрее всплывать на поверхность за счет вскипания металла. Но такой способ не годится для работы с тонкостенными деталями, так как высока вероятность прожига заготовок. Для того, чтобы весь шлак успел подняться на поверхность при сварке легированных марок стали, увеличивают время охлаждения. Для этого заготовки предварительно нагревают до 200 — 400⁰C.
Чистые швы без шлаковых примесей получаются при сварке инвертором методом обратного тока. Перед началом операции заготовки соединяют с минусовой клеммой, держатель с электродом подключают к плюсовой. За счет дополнительных функций на таком аппарате новички быстрее осваивают основы сварочного дела. У большинства инверторов есть защита от залипания электродов и стабилизация тока дуги, поэтому проще научиться вести сварку с равномерной скоростью без задержек на одном месте.
На промышленных предприятиях отходы сварочного производства сдают на металлолом. После сортировки по составу огарки электродов и шлак используют как добавки при выплавке легированных марок стали. В результате получают сплавы с нужным набором химических элементов. Для экономии флюса в него можно добавлять небольшое количество дробленой шлаковой корки.
Без умения отличать шлак от металла и освоения способов его удаления создавать качественные швы не получится. Хорошо если у начинающего сварщика есть опытный наставник, который подскажет что и как делать. В противном случае учиться придется методом проб и ошибок, экспериментируя на ненужных металлических обрезках.


