Торцевая поворотная дверь полувагона
кет быть использовано о грузовом оагo?IocTpoGIILIII и других транспортных средствах для торцовых дверей.
Известны двухстворчатые поворотные двери полувагонов, содержащие каркас, образованный горизонтальными поясами и стойками, соединенную с ними обшивку, верхний и нижний запоры и петли крепления дверей к боковым стенам, Известна торцовая поооротнал дверь полувагона, содержащая каркас, образованный горизонтал.,ными поясами и стойками, соединенну:о с ним обшивку и петли крепления двери к боковой стенке, нижнял из которых о проекции на горизонтальную плоскость смеще 1а относительно верхней в направлении, перпендикулярном обшивке, и Вдол ь и осл ед11o É.
Недостатками указанной торцовой двери явлл1отся: изкая надежность закрепления петель иэ эа их эксцентричного
Сущность изобретения: поворотная дверь содержит каркас, состоящий из горизонтальных поясов и стоек, соединенную с ним обшивку, запор и петли на боковой стене.
Горизонтальные пояса с одного конца снабжены втулками, соединенными осями с петлями, а с другого — Г-образными захватами, взаимодействующими в закрытом положении с осью и втулкой на противоположной боковой стене, при этом центры втулок и захватов расположены на продолы1ой оси горизонтального пояса 3 ил. расположения относительно каркаса, отсутствие устройств, удерживающих боковые стены от развала стоек, высокая поореждаемость в эксплуатации грузами за счет выступления в открытом поло>кении верхнего пояса двери над боковой стеной.
Цель достигается тем, что дверь снабжена закрепленной на конце каждого горизонтального пояса вертикальной оту-.кой, в которой установлены ось, соедине1Iiaл с петлей боковой стены, и на одном из концов
Г-образный захват длл озаил одейстоил с осью и петля;1и, закреclfl81!I!ыми 1:а этом конце, при этом це11тры втулки и з,».хвата расположе11ы на Г1родоль11ой оси по:co.
Положительн!лй э 11(1 е1;т 01 I:.oÃIОльэo!I» ния изобрете1::>- o>i:ãä oò-.л за c÷àT склio1779631 чения воздействия на петли, оси и захваты продольных сил инерции, действующих на торцовыедвери, и восприятия горизонтальными поясами поперечных усилий, что препятствует развалу боковых стен, отсутствия выступающих частей, которые могли бы повреждаться грузами и погрузочными механизмами, уменьшения количества узлов и деталей и высокой степени унификации конструкции, снижения трудоемкости изготовления, расхода металлопроката и тары полувагона.
На фиг. 1 показан полувагон, вид с торца; на фиг. 2-сечение А-А на фиг. 1; на фиг.
1 содержит каркас 2, обшивку 3, запор 4, петли 5 и оси 6 с шайбами 7. Каркас образован горизонтальными поясами 8 и стойками
9, Горизонтальный пояс выполнен в виде балки, например; коробчатого сечения, один конец которой снабжен вертикальной втулкой 10, а другой — Г-образным захватом
11. Втулка осью 6 соединяется с петлей 5 на угловой стойке 12 боковой стены 13 и фиксируется шайбой 7. а Г-образный захват взаимодействует с осью 6 и петлями на противоположной угловой стойке. Г1ри этом центры втулки и захвата расположены на продольной аси пояса.
Координаты центров втулки и захвата рассчитываются по формулам
2 где H — высота сечения горизонтального пояса;
ZS — сумма толщин обшивки двери и боковой стены (на фигурах не показана), 5
Y= — Н+Ь где Л- монтажный зазор.
10 Такое положение центров обеспечивает опирание каркаса двери на стойки боковой стены и порог14 под действием продольных сил инерции, исключая при этом нагружение ими петель и осей, а глубина угловой
15 стойки Н1 = Н+ Х S обеспечивает получение максимальной ширины дверного проема В.
Торцовая поворотная дверь полувага20 на, содержащая каркас, образованный горизонтальными поясами и стойками, соединенную с ним обшивку, запор и петли крепления двери к боковой стене, о т л и ч аю щ а я с я тем, чта, с целью повышения
25 надежности и упрощения конструкции, ана снабжена закрепленной на конце каждого горизонтального пояса вертикальной втулкой, в которой установлена ась, соединенная с петлей боковой стены, и на одном из
30 концов — Г-образным захватом для взаимодействия с петлями и осью, закрепленными на этом конце, при этом центры втулок и захвата расположены на продольной асипояса.
Составитель Э. Кацаев
Техред М.Моргентал Корректор А. Мотыль
Заказ 4414 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35., Раушская наб., 4/5
Производственно-издательский комбинат «Патент», г. Ужгород, ул.Гагарина, 101
Ремонт дверей полувагонов




![]()
![]()
7.3.1 Двери полувагонов снимают. Запоры дверей с изломами или трещинами заменяют новыми.
Каркас створок дверей полувагонов, имеющий изгибы элементов более 10мм выправляют. Допускается устранять не более одной трещины в каждом из элементов обвязки двери: стойках, верхней и нижней обвязках.
7.3.2 Двери полувагонов ремонтируют правкой и сваркой. Листы обшивки торцовых дверей, имеющие пробоины или сквозные поражения коррозией, ремонтируют постановкой с внутренней стороны накладки толщиной не менее 4 мм с приваркой ее по периметру двусторонним сварным швом. Местные вмятины и выпуклости нарушающие геометрические размеры дверей ремонтируют правкой.
Местные плавные вмятины на обшивке двери глубиной не более 30мм допускается оставлять без исправления.
7.3.3 Лучевые трещины от пробоин вырезают, затем устанавливают накладки с обваркой по периметру с двух сторон.
7.3.4 Трещины длиной до 100мм на металлической обшивке створки двери разрешается устранять без постановки усиливающих накладок. Трещины длиной от 100 до 500мм заваривают с постановкой усиливающих накладок. На двери допускается приварка двух таких накладок, по одной на каждой створке.
7.3.6 Сварные швы, соединяющие листы обшивки с каркасом дверей, имеющие, отрывы, подрезы или другие дефекты, восстанавливают. При отрыве сварных точек дефектное место ремонтируют электросваркой.
7.3.7 Крепление дверей и валиков должно соответствовать чертежам завода изготовителя. Валики должны иметь предохранительные скобы для предотвращения выпадения их при разгрузке полувагонов на вагоноопрокидывателе.
7.3.8 Допускается при отсутствии дверей на полувагоне, по согласованию с собственником вагона, заменять их торцевой стеной с двух сторон по проекту РП 555 ПКБ ЦВ «Заглушка торцевых дверей 4-х осных полувагонов» или по другим проектам, утвержденных железнодорожной администрацией и согласованных комиссией Совета полномочных специалистов вагонного хозяйства, а также при наличии одного из следующих дефектов:
-суммарное уширение боковых стен по угловым стойкам более 30мм от предельных чертежных размеров;
-неисправности двери, требующие замены ее на новую;
-излом обвязки дверей.
7.3.9 После установки двери на полувагон местные зазоры между нижней обвязкой двери и порогом вагона допускаются не более 5мм. При закрытом положении двери сплошной или клиновой зазор в местах прилегания угольника петель к угловым стойкам снаружи вагона должен быть не более 15мм.
3.1.3 Особенности конструкции кузова полувагона
На примере вагона повышенной до 125 т грузоподъемности рассмотрим конструкцию кузова универсального восьмиосного полувагона модели 12-124 (рис. 3.3) Уральского вагоностроительного завода. Он не имеет крыши, но снабжен разгрузочными люками в полу. По концам кузов оборудован двухстворчатыми открывающимися внутрь дверями.
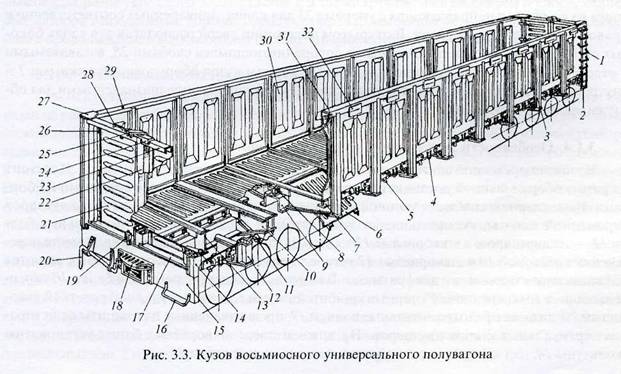 Рама кузова имеет хребтовую балку 9, состоящую из двух сваренных между собой продольным швом Z-образных профилей, перекрытых в месте соединения двутавром. На двутаврах укреплены кронштейны 8 петель для шарнирного навешивания крышек разгрузочных люков 6. Люки в открытом положении располагаются на специальных упорах 11.
Рама кузова имеет хребтовую балку 9, состоящую из двух сваренных между собой продольным швом Z-образных профилей, перекрытых в месте соединения двутавром. На двутаврах укреплены кронштейны 8 петель для шарнирного навешивания крышек разгрузочных люков 6. Люки в открытом положении располагаются на специальных упорах 11.
В консольной части хребтовой балки установлены передние и задние упоры автосцепки. Передний упор отлит как одно целое с ударной розеткой 18. Шкворневые балки 10 замкнутого коробчатого сечения снизу имеют пятники и скользуны. Надпятниковые зоны опорных узлов усилены коробками, а над скользунами установлены усиливающие ребра. Сверху к балкам 75 рамы приварены пороги 17, ограничивающие открывание створок дверей наружу кузова.
На торцовых поверхностях концевой балки укреплены рычаг расцепного привода 20 автосцепки и поручень составителя 16. Поперечные балки 13 рамы — двутаврового сечения, верхние их полки имеют гофры, выступающие над уровнем пола, что предупреждает непосредственное опирание длинномерных грузов на крышки разгрузочных люков и предохраняет их от деформации. Подобные выступающие части имеют шкворневые балки 10. Крышки 6 люков гофрированные, снабжены специальными запорами 5, удерживающими их в горизонтальном положении. Крышки также оборудованы торсионными устройствами, облегчающими их подъем при закрывании. Для обеспечения плотного прижатия с помощью рычага крышек на нижней обвязке 7 имеются скобы 4.
Боковые стены кузова имеют металлическую обшивку 30 с корытообразными выштамповками, подкрепленную каркасом, состоящим из верхней 31 и нижней 7 обвязок, а также угловых 14, шкворневых 3 и промежуточных 12 стоек. Шкворневые и промежуточные стойки замкнутого поперечного сечения сварены из Ω-образных профилей. Угловые стойки 14 (замкнутого поперечного сечения) сварены из двух Z-образных элементов, укрепленных к верхней обвязке накладками 27. Верхняя обвязка 31 между стойками усилена накладками 32. Обшивка 30 укреплена к каркасу точечной сваркой.
Двухстворчатые двери шарнирно соединены с угловыми стойками кузова при помощи петель 26. Каждая створка двери состоит из металлической гофрированной обшивки 21, подкрепленной каркасом, состоящим из верхней 23 и нижней обвязок, а также вертикальных элементов 22 замкнутого поперечного сечения, сваренных из Ω- и Z-образных профилей. В закрытом положении дверь удерживается запорами — нижним 19 и верхним, состоящим из клина 24 и направляющих с упорами 25 для клина, приваренных соответственно к правой и левой створкам двери. В открытом положении двери располагаются вдоль боковых стен и удерживаются специальными поворачивающимися скобами 28, вставляемыми в отверстия 29 на верхних обвязках кузова. По концам кузов оборудован наружными 1 и внутренними лестницами, а также подножками 2 и поручнями, предназначенными для обслуживающего персонала.
Полувагон. Конструкция и назначение.
Введение
Перевозки массовых грузов всегда осуществлялись железнодорожным транспортом. С развитием сети трубопроводов часть наливных массовых грузов перешла с железнодорожного транспорта. Но железнодорожный транспорт остается единственным возможным транспортом, с экономической и технологической стороны, для перевозки угля и других массовых насыпных низкодоходных грузов
Техническое перевооружение угольной промышленности и применение мощной техники будут способствовать увеличению запыленности воздуха в рабочих зонах, достигающей в настоящее время 2000 мг/м и более. Поэтому борьба с пылью на угольных разрезах вошла в число наиболее важных народнохозяйственных проблем, предусматривающих необходимость разработки комплекса эффективных мероприятий, направленных на обеспечение нормальных санитарно-гигиенических условий труда и защиту окружающей среды от вредного воздействия угольной и породной пыли в условиях положительных и отрицательных температур и создание, в конечном счете, «экологически чистого разреза».
Полувагон. Конструкция и назначение.
Полувагоны предназначены для перевозки массовых сыпучих и навалочных грузов, не требующих защиты от атмосферных осадков,— руды, леса, угля, металла, а также автомашин, сельскохозяйственной техники и др. Этот тип вагона позволяет широко применять механизированную погрузку и выгрузку, в том числе и на вагоноопрокидывателях. Перевозка таких массовых грузов, как руда, каменный уголь, лес и др., осуществляется маршрутами. Практика показала, что для маршрутных перевозок массовых тяжелых грузов, особенно на грузонапряженных направлениях, нужны большегрузные восьмиосные полувагоны с повышенными нагрузками на 1 м пути.
Универсальные четырёхосные полувагоны модели 12-753 спроектированы по габариту 0-ВМ и предназначены для перевозки сыпучих, крупнокусковых, штучных и других грузов, не требующих защиты от атмосферных осадков. Кузова этих полувагонов цельнометаллические, выполнены из типовых профилей.
Полувагоны оборудованы подножками и поручнями, необходимыми для безопасной работы составителей, а также наружными и внутренними лестницами, расположенными по диагонали на боковых стенах с внутренней и наружной сторон кузова. Для навески поездных сигналов кузова снабжены кронштейнами, а для увязки и крепления груза снаружи и внутри кузова оборудованы скобами и кольцами.
Для возможности перевозки лесоматериалов с «шапкой» предусмотрены скобы для установки лесных стоек. Для подтягивания вагона с помощью лебёдки снаружи кузова приварены чалочные приспособления.
Как известно, четкая и ритмичная работа ключевых отраслей экономики страны во многом зависит от своевременной доставки на предприятия угля и руды. Ежесуточная производительность полувагонов более чем в два раза превышает производительность других типов вагонов. Полувагоны обеспечивают около 70% объема перевозок, осуществляемых железнодорожным транспортом.
Универсальный полувагон имеет открытый сверху кузов (нет крыши), благодаря чему можно механизировать погрузочные работы с помощью экскаваторов, кранов, конвейеров и других погрузочных устройств. Выгрузка сыпучих грузов механизированным способом осуществляется на вагоноопрокидывателях. Полувагоны разделяются по осности на четырех-, шести- и восьмиосные.
Четырехосный цельнометаллический полувагонс (рисунок 1) грузоподъемностью 63 т с объемом кузова 72,5 м3 выпускается серийно Крюковским вагоностроительным заводом с 1969 г.

Рисунок 1 – Четырехосный полувагон
Кузов полувагона цельнометаллический, сварной конструкции, состоит из двух боковых стен и двух торцовых дверей со створками (см. рис. 1), открывающимися внутрь вагона. Боковая стена (рис. 3) включает в себя верхний (5) и нижний (9) обвязочные пояса, две угловые (1) и (8), две шкворневые (2) и четыре промежуточные (3) стойки, а также верхний (4) и нижний (6) листы обшивки. К листам обшивки снаружи приклепаны ступеньки-лестницы (7). Внутренние поверхности боковых стен оборудуются увязочными устройствами для закрепления перевозимых грузов, а также скобами для установки лесных стоек. 
Рисунок 2 – Боковая стена четырехосного цельнометаллического полувагона
Каждая створка торцовой двери состоит из каркаса и обшивки в виде гофрированного листа толщиной 4 мм. В закрытом положении двери фиксируются верхним клиновым и нижним запорами.
В зависимости от формы и конструкции кузова полувагоны для перевозки сыпучих материалов делятся на несколько типов:
Люковый. Наиболее распространенный тип полувагона. Он оборудован разгрузочными люками на днище кузова и дверями с торцов вагона. Такая конструкция позволяет транспортировать как сыпучие грузы, так и готовую штучную продукцию.
Специальный. Данный тип имеет глухие стены кузова, в котором люки и двери отсутствуют. Используется на закрытых маршрутах для транспортировки специальных грузов.
Конструктивные особенности универсальных полувагонов
Подавляющее большинство грузовых перевозок осуществляют универсальные полувагоны, имеющие люковый тип исполнения. Конструкция кузова состоит из обшивки и усиленной рамы. Схема конструкции рамы представляет собой два «Z» образных профиля, сваренных между собой крест-накрест. Борта укреплены металлическим каркасом, состоящим из вертикальных стоек и обвязки. Устанавливается кузов на ходовую платформу, к которой крепятся оси. На платформе размещены элементы сцепления и тормозное устройство. На правой передней и левой задней части кузова монтируются трапы.
Разгрузка полувагонов осуществляется через 14 (16) люков, расположенных в днище кузова. При разгрузке вагон подгоняется к специальным приемникам, расположенным по обе стороны путей. После чего сбиваются держатели крышек; груз высыпается в приемник. Разгрузка штучной продукции осуществляется через торцевые двери.
Некоторые модели оборудованы боковыми люками и съемными крышами, которые открываются при погрузке сыпучих материалов. Преимуществом данного типа является защищенность груза от воздействия осадков, а также защита от краж штучной продукции во время стоянки железнодорожного состава.
Производительность грузоперевозок зависит от того, какие технические характеристики имеет полувагон. Основными критериями оценки являются: грузоподъемность, вес тары, объем и размеры полувагона.
Этот термин обозначает наибольшую массу перевозимого груза. Чем больше ее показатель, тем меньше себестоимость перевозки. На сегодняшний день по железным дорогам курсирует по большей части четырехосный вид полувагона, грузоподъемность которого от 65 до 75 тонн. В настоящее время повышение грузоподъемности вагонов достигается путем увеличения количества осей. Так, модели, оборудованные восьмью осями, имеют грузоподъемность от 100 до 130 тонн.
Под понятием тары полувагона понимается вес (брутто) порожнего транспорта. Масса 4-осных вагонов составляет (в зависимости от модели) от 22 до 29 тонн, 8-осных – 30-35 тонн.
Объем перевозимых грузов напрямую зависит от размеров кузова вагона. В зависимости от модели этот показатель существенно варьируется. Так, у модели 12-753 объем кузова 73 м3, а у полувагона типа 12-196 – 95 м3. Сравнивая габариты разных моделей можно заметить значительную разницу параметров:
Длина полувагона (внутренние размеры). Модель 12-283 – 15 м, 12-1000 – 12,6 м.
Ширина полувагона (внутренние размеры). Модель 12-757 – 2,93 м, 12-196 – 2,78 м.
Высота полувагона (от днища до верхнего края стенки). Модель 12-119 – 2,27 м, 12-283 – 3,07 м (максимальный габарит, который имеет высота полувагона).
Данные параметры важны для перевозки легких сыпучих и штучных материалов, но бесполезны для транспортировки тяжелых (руда, горная порода) грузов. Так, большие размеры полувагона типа 12-283 (15х2,88х3,07 м) дают возможность увеличить объем полезного пространства до 135 м2
Ремонт кузова полувагона
Торцевую стену осматривают на наличие дефектов. Трещины в сварных швах разделывают и заваривают независимо от длины по ГОСТ 14771-76.

Рисунок 3 – Стена торцевая
Излом верхней обвязки или нижней обвязки заваривают, устанавливают накладки, которые должны перекрывать место дефекта не менее 30 мм и обваривают сплошным швом по всему периметру.
Допускается ремонтировать не более двух изломов или трещин на всю длину обвязки. Допускается перекрывать рядом находящиеся изломы одной накладкой с усилением электрозаклепками не менее 2-х диаметром 20±1 мм.
Допускается ремонтировать излом верхней обвязки вставками длиной не менее 500 мм.
Трещины в верхней и нижней обвязках, поясах, стойках, швеллерах разделывают, заваривают, зачищают до основного металла. Трещины перекрывают накладкой и обваривают по периметру сплошным швом.
Пробоины в обшивке вырезают, острые кромки обрабатывают и ремонтируют сваркой с постановкой накладки с внутренней стороны, которая должна перекрывать пробоину не менее 50 мм, заварку производят с обоих сторон сплошным швом.
Прогиб верхней обвязки без усиления устраняют правкой. Допускается оставлять без ремонта прогиб не более 10 мм на всю длину верхней обвязки. При одновременном изгибе верхней и нижней обвязок стены не более 10 мм на 1 м длины, металлическую обшивку по стойкам на высоту прогиба срезают, выправляют обвязки и устанавливают новую вставку металлической обшивы с последующей приваркой её катетом 5.
Нижнюю обвязку, имеющую коррозионные повреждения более 1/3 толщины элемента ремонтируют сваркой с последующим усилением мест односторонними накладками, перекрывающими места повреждения на 50 мм на сторону. При ремонте нижней обвязки в месте установки и приварки накладки.
Лучевые трещины вырезают и устанавливают накладку с внутренней стороны, перекрывающую дефектное место не менее 30 мм и обваривают по периметру сплошным швом.
Коррозионные повреждения глубиной более 30% толщины листа и на площади более 30% ремонтируют путем вырезки дефектного места и постановкой вставки с приваркой ее к поясам или к поясам и к верхней или нижней обвязки. Заварку производить с обеих сторон вставки.
Полная замена обшивки торцевой стены производится:
1. при наличии более двух трещин, суммарной длины более 1000 мм;
2. при наличии пробоин, суммарная площадь более 0,5м 2 ;
3. коррозионные повреждения листа толщиной более 1 мм на площади более
4. при наличии вмятин глубиной более 30 мм на площади более 30%листа.
Размещение и крепление металлопродукции и металлолома
Правила размещения и крепления грузов в вагонах и контейнерах при перевозках их по железным дорогам колеи 1520 мм стран-участниц СМГС
(ИЗВЛЕЧЕНИЯ)
ГЛАВА 3
РАЗМЕЩЕНИЕ И КРЕПЛЕНИЕ МЕТАЛЛОПРОДУКЦИИ И МЕТАЛЛОЛОМА
1. Общие положения
Настоящая глава устанавливает способы размещения и крепления на открытом подвижном составе листового и сортового черного металла, металлопродукции различных видов и профилей и металлолома.
1.1. Металлопродукцию предъявляют к перевозке в пачках, связках, бунтах, бухтах, пакетах и отдельными единицами.
Бунт – место груза, сформированное из проволоки, ленты, узкой полосы и пр., смотанной в моток и скрепленной от разматывания в соответствии с требованиями нормативных документов при помощи металлической упаковочной ленты или проволоки.
Штабель – совокупность мест груза, например, пачек, пакетов, связок, размещаемых в один или несколько ярусов по высоте. Каждый ярус может состоять из одного места груза, либо одного ряда мест груза, размещаемых вплотную друг к другу по ширине вагона. Ответственным за прочность упаковки (обвязки, увязки и пр.) является отправитель.
1.3. При размещении пачек или связок сортового металла без подкладок (прокладок) связки должны иметь дополнительные хомуты, обеспечивающие безопасное производство погрузочно-разгрузочных работ.
1.4. При наклоне связок, пачек или отдельных единиц металла в сторону дверей полувагона, при погрузке связок или пачек металла с выходом из них отдельных единиц груза, а также в случаях, предусмотренных настоящей главой, двери полувагона необходимо ограждать на высоту погрузки щитами из досок или горбыля толщиной не менее 30 мм и длиной, равной внутренней ширине полувагона (рисунок 1).
Доски щита скрепляют с вертикальными брусками гвоздями длиной 100 мм по два в каждое соединение. Концы гвоздей, вышедшие насквозь, загибают. Щит устанавливают на пол полувагона вплотную к двери и крепят проволокой диаметром не менее 4 мм за верхние увязочные устройства или дверные петли. Вертикальные доски по концам щита располагают со стороны груза. Проволоку крепят к щиту гвоздями. В полувагонах с глухими торцевыми стенами щиты, предусмотренные схемами настоящей главы, не устанавливают. Вместо них у порожка устанавливают на ребро деревянный брусок высотой не менее 100 мм, толщиной не менее 60 мм и длиной, равной внутренней ширине полувагона.
1.5. Люки полувагонов должны быть закрыты и должны удерживаться вторым основным зубом закидки, а закидка должна быть зафиксирована сегментным запором. В случаях, предусмотренных последующими пунктами настоящей главы, люковые закидки полувагона, зафиксированные сегментными запорами, увязывают с запорными уголками проволокой диаметром не менее 4 мм в один оборот с закруткой концов проволоки в три оборота при помощи воротка или металлической пластины для проволочных закруток. Концы проволоки должны быть не длиннее 90-100 мм и загнуты под вагон. Люковые закидки полувагонов, оборудованные сегментным запором с пружинным кольцом, дополнительно проволокой не увязывают. Люковые закидки могут увязываться также съемными специальными устройствами, согласованными железными дорогами, участвующими в перевозке, и получателем груза.
1.7. Для крепления металлопродукции в вагонах по схемам, предусмотренным настоящей главой, применяют проволоку диаметром не менее 6 мм. 1.8. Не допускается размещение металлопродукции на платформах и в полувагонах внахлест, если длина или ширина вагона допускают размещение встык.
1.9. Указанные в последующих пунктах настоящей главы размеры металлопродукции могут иметь отклонения в пределах допусков, приведенных в стандартах и нормативных документах изготовителя на продукцию.
1.10. Способы размещения и крепления металлопродукции, изложенные в настоящей главе, предусматривают использование универсальных платформ длиной рамы 13400 мм и полувагонов длиной кузова 12088 – 12750 мм, если иное не предусмотрено в конкретных пунктах настоящей главы.
1.11. При наличии в последующих пунктах настоящей главы отступлений от общих положений следует руководствоваться требованиями соответствующих пунктов.
17. Размещение и крепление металлолома
17.1. Металлолом предъявляют к перевозке в подготовленном виде, обеспечивающем использование грузоподъемности и вместимости вагонов.
При предъявлении металлолома к перевозке к накладной отправитель прилагает документ о приведении груза в состояние, безопасное для перевозки, переработки, переплавки, об обезвреживании металлолома от огневзрывоопасных материалов и радиационной безопасности.
17.2. При размещении металлолома на платформе в пределах высоты боковых бортов торцевые борта наращивают до уровня боковых бортов досками или горбылем толщиной не менее 50 мм, шириной не менее 150 мм и длиной, равной ширине платформы.
Доски закрепляют к торцевым стойкам со стороны груза гвоздями длиной не менее 100 мм – по два в каждое соединение.
Металлолом размещают равномерно по всей площади пола платформы.
Торцевые стойки укрепляют растяжками из проволоки диаметром 6 мм в четыре нити за вторые от торца платформы боковые стоечные скобы. Противоположные боковые стойки при высоте их от пола платформы не более 1500 мм скрепляют стяжками из проволоки диаметром 6 мм в четыре нити. Стойки высотой более 1500 мм скрепляют стяжками из проволоки диаметром 6 мм в четыре нити в двух местах: посередине высоты погрузки и сверху погрузки. Металлолом массой одной единицы более 100 кг не допускается устанавливать вплотную к доскам обрешетки. Такой лом размещают в нижней части погрузки, преимущественно на полу платформы.
17.3. При размещении металлолома в полувагоне выше боковых стен производят их обрешечивание из досок или горбыля толщиной не менее 35 мм, прибитых к стойкам, установленным и закрепленным порядком, предусмотренным главой 1 настоящих Правил. Доски или горбыль закрепляют к стойкам способом, указанным в пункте 1.6 настоящей главы. При этом противоположные боковые стойки дополнительно скрепляют стяжками из проволоки диаметром 6 мм в четыре нити. Высота погрузки не должна превышать верхнего обвязочного бруса полувагона или верха обрешетки. Люковые закидки полувагона увязывают в соответствии с требованиями пункта 1.5 настоящей главы.
17.4. Пакетированный и брикетированный металлолом размещают в полувагоне рядами по всей площади пола в несколько ярусов по высоте. Выход пакетов (брикетов) металлолома над уровнем верхнего обвязочного бруса полувагона не должен превышать 1/3 высоты пакета (брикета). Люковые закидки полувагона увязывают в соответствии с требованиями пункта 1.5 настоящей главы.
17.5. При размещении крупных единиц металлолома последние в зависимости от конфигурации и массы закрепляют в соответствии с требованиями соответствующей главы настоящих правил или по НТУ, разрабатываемым согласно требованиям главы 1 настоящих Правил.


